Este manual de instrucciones pretende ser una guía a la hora de utilizar el Boxmat PRO INTELIGO. Para garantizar un rendimiento óptimo de su soldadora, siga con precisión las recomendaciones y especificaciones.
Índice
- Capítulo 1: Introducción
- Capítulo 2: Normativa sobre salud y seguridad
- Capítulo 3: Datos técnicos
- Capítulo 4: Especificaciones técnicas
- Capítulo 5: Instalación
- Capítulo 6: Funcionamiento de la máquina
- Capítulo 7: Descripción de la pantalla del panel HMI
- Capítulo 8: Mantenimiento
- Capítulo 9: Normas laborales y de seguridad
- Capítulo 10: Documentación eléctrica
- Capítulo 11: Documentación neumática
- Capítulo 12: Utilización y máquina Romper
- Capítulo 13: Cerramientos
- Capítulo 14. Documentos adicionales de la máquina Documentos adicionales de la máquina
Para obtener más información técnica sobre esta máquina, llame a nuestro Centro de resoluciones al 1-855-888-WELD o envíe un correo electrónico a service@weldmaster.com.
1.0 Introducción
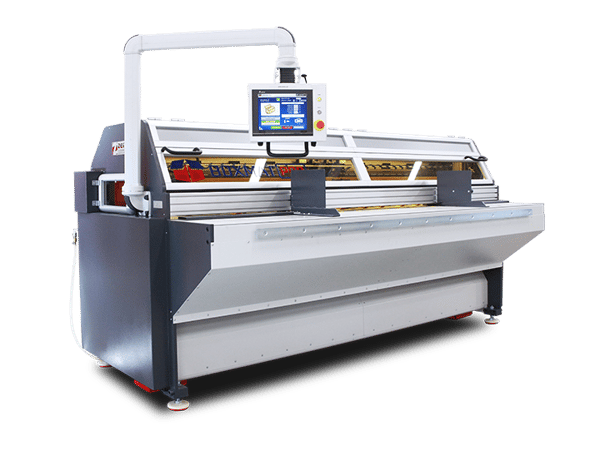
Boxmat PRO es la máquina más moderna y versátil del mercado y revoluciona la producción de embalajes de cartón ondulado. Gracias al cambio automático y sin herramientas de los ajustes en el panel táctil HMI, que puede modificarse en pocos segundos, puede programarse cualquier tamaño de producto en tipos estándar FEFCO. PRO es ideal tanto para la producción de series cortas como para grandes producciones en serie. El corte de ranuras, la eliminación del material sobrante, el ranurado, la eliminación de las lengüetas de adhesivo, así como el corte del formato a medida, se realizan en un solo ciclo sin necesidad de accesorios adicionales.
De una sola vez se pueden fabricar cajas de 3/5 capas de cartón ondulado. Se puede fabricar más de una caja de un formato adecuadamente grande en un solo ciclo.
Las posiciones de las herramientas longitudinales se ajustan mediante servoaccionamientos en función del tamaño y el grosor requeridos del cartón. Los formatos se colocan en posición central para que los topes se posicionen automáticamente. Un conjunto de rodillos antideslizantes y ejes de entrada-salida garantiza un guiado preciso y estable del cartón durante todo el ciclo.
El innovador sistema aplicado, mediante cuchillas circulares, permite cortar el cartón sobrante o de desecho del resto de la hoja. Esta solución facilita la corrección del tamaño de las hojas en bi-directional y permite cortar las hojas en producción a diferentes tamaños simultáneamente, sin tener que cortarlas en un dispositivo periférico separado.
CARACTERÍSTICAS:
- Entallar, bi-directional rayar y cortar de desperdiciar en un ciclo
- Un módulo integrado para cortar, incisar y cortar , elimina los errores de producción en máquinas multimódulo
- Cambio rápido de ajustes de la máquina , en el panel táctil , gracias a servoaccionamientos
- Posibilidad de incisión longitudinal incisión que es una función de incisión , incisión transversal y corte hojas en trozos más pequeños - una hendidura herramienta
- 4 cuchillas + 4 longitudinales rayado ruedas ajustables en el panel - a estándar opción
- Un sistema integrado de perforación para cortar orificios
- Ecológico potencia y accionamiento sistema como bien como bajo potencia consumo
- Selección de estilos, tamaños, funciones y las profundidades de las puntuaciones, utilizando la pantalla táctil
- Cartón alimentador con un fiable sistema de recogida
- Piernas vibroaislantes que impiden la transmisión de las vibraciones
- Seguro y rápido remoto máquina calibración y actualización, gracias a conexión remota internet
- Fácil intercambio de ruedas incisoras y cuchillas
![]() ATENCIÓN: Cualquier intención de utilizando este máquina para cualquier propósito otros que como descrito en este manual debe siempre sea discutido con el fabricante.
ATENCIÓN: Cualquier intención de utilizando este máquina para cualquier propósito otros que como descrito en este manual debe siempre sea discutido con el fabricante.
![]() ATENCIÓN: Para el seguridad de todos operadores y otros personal, es importante que este manual es leer y entendido por todo el personal; todos instrucciones debe sea seguido.
ATENCIÓN: Para el seguridad de todos operadores y otros personal, es importante que este manual es leer y entendido por todo el personal; todos instrucciones debe sea seguido.
![]() ATENCIÓN: En es muy recomendado que cada operador, una vez entrenado a utilice este máquina, debe añadir su nombre y firma al formulario en este manual.
ATENCIÓN: En es muy recomendado que cada operador, una vez entrenado a utilice este máquina, debe añadir su nombre y firma al formulario en este manual.
![]() ATENCIÓN: Este máquina fue diseñado para utilice por apto operadores. Por favor, póngase en contacto con el fabricante para ayuda y consejo si necesita ser ajustados o modificados para otros.
ATENCIÓN: Este máquina fue diseñado para utilice por apto operadores. Por favor, póngase en contacto con el fabricante para ayuda y consejo si necesita ser ajustados o modificados para otros.
2.0 Normas de salud y seguridad, señales y etiquetas
La salud y la seguridad de los operadores y del resto del personal que se encuentre cerca de esta máquina son de vital importancia.
Para utilizar esta máquina de forma segura, es muy importante que todo el personal que vaya a trabajar con ella o cerca de ella lea detenidamente este manual. Deben respetarse todas las instrucciones de seguridad, incluidas las etiquetas de advertencia del manual, así como las que aparecen en la máquina.
Es imprescindible que el comprador se obligue a elaborar sus propias INSTRUCCIONES DE TRABAJO para los operarios de sus máquinas, utilizando las instrucciones de este manual de servicio y los conocimientos derivados de la propia experiencia del fabricante sobre la tecnología del producto.
La responsabilidad última, legal y económica, de todos los posibles sucesos que puedan ocurrir, bien por desconocimiento de este manual de servicio, bien por desconocimiento de las normas de Seguridad e Higiene en el Trabajo, recae sobre el comprador. Por lo tanto, es ESENCIAL leer y seguir las instrucciones de seguridad.
Señales de advertencia
![]() ATENCIÓN: Cada operador DEBE leer el texto de este servicio manual antes de emprender cualquier trabajo en trabajo con la máquina.
ATENCIÓN: Cada operador DEBE leer el texto de este servicio manual antes de emprender cualquier trabajo en trabajo con la máquina.
![]() ATENCIÓN: En comprador es encarecidamente Aconsejamos encarecidamente a dibujar hasta su propio ESTACIÓN DE TRABAJO INSTRUCCIONES para los maquinistas, en el base de el texto incluido en este manual de servicio y el conocimiento derivado de su tecnología de producción propia.
ATENCIÓN: En comprador es encarecidamente Aconsejamos encarecidamente a dibujar hasta su propio ESTACIÓN DE TRABAJO INSTRUCCIONES para los maquinistas, en el base de el texto incluido en este manual de servicio y el conocimiento derivado de su tecnología de producción propia.
 ATENCIÓN: BAJO NO CIRCUNSTANCIAS debe el máquina sea operado por sin reservas personal. Operadores de máquinas debe sea familiar con Ocupacional Salud y Seguridad normativa con especial enfoque en el riesgos inherente a este máquina. En a consecuencia de el citada, documentación, aprobando finalización de formación y firmado por el formado operador, debe sea emitido.
ATENCIÓN: BAJO NO CIRCUNSTANCIAS debe el máquina sea operado por sin reservas personal. Operadores de máquinas debe sea familiar con Ocupacional Salud y Seguridad normativa con especial enfoque en el riesgos inherente a este máquina. En a consecuencia de el citada, documentación, aprobando finalización de formación y firmado por el formado operador, debe sea emitido.
![]() ATENCIÓN: En máquina fue no diseñado a sea operado por discapacitados operadores. Si el necesita surge - y después de consulta previa con el Fabricante- el máquina puede ajustarse adecuadamente a los discapacitados operadores.
ATENCIÓN: En máquina fue no diseñado a sea operado por discapacitados operadores. Si el necesita surge - y después de consulta previa con el Fabricante- el máquina puede ajustarse adecuadamente a los discapacitados operadores.
![]() ATENCIÓN: Según a el del fabricante recomendacionesEl máquina debe sea instalado en un industrial medio ambiente sólo.
ATENCIÓN: Según a el del fabricante recomendacionesEl máquina debe sea instalado en un industrial medio ambiente sólo.
![]() ATENCIÓN: Descuidado manejo de de el máquina, durante transporte y/o reubicación, puede provocar graves lesión o accidentes.
ATENCIÓN: Descuidado manejo de de el máquina, durante transporte y/o reubicación, puede provocar graves lesión o accidentes.
![]() ATENCIÓN: Periódico, adecuada preventivo inspección de el fuego protección sistema debe sea llevado fuera, en y en torno a la máquina. En comprador es totalmente responsable para organizar para llevar a cabo dichas inspecciones.
ATENCIÓN: Periódico, adecuada preventivo inspección de el fuego protección sistema debe sea llevado fuera, en y en torno a la máquina. En comprador es totalmente responsable para organizar para llevar a cabo dichas inspecciones.
![]() ATENCIÓN: A vida amenazante, de alta potencia red tensión de 3 x 480V; 50...60 Hz es suministra a la máquina máquina. Como a resultado, todas las mantenimiento debe ser realizarse en por debidamente cualificado cualificado, como exige la la ley.
ATENCIÓN: A vida amenazante, de alta potencia red tensión de 3 x 480V; 50...60 Hz es suministra a la máquina máquina. Como a resultado, todas las mantenimiento debe ser realizarse en por debidamente cualificado cualificado, como exige la la ley.
 ATENCIÓN: Trabajo llevado fuera en el alimentación, corte o flexión zonas en el sistemas, debe llevarse a cabo en personal cualificado de personal cualificado sólo, después de tomando todos precaución medidas de precaución. En el zonas mencionadas, superior instancias de potencial cuerpo lesión son posibles.
ATENCIÓN: Trabajo llevado fuera en el alimentación, corte o flexión zonas en el sistemas, debe llevarse a cabo en personal cualificado de personal cualificado sólo, después de tomando todos precaución medidas de precaución. En el zonas mencionadas, superior instancias de potencial cuerpo lesión son posibles.
 ATENCIÓN: En EMERGENCIA STOP botón es diseñado ser pulsado en cualquier tiempo pero especialmente cuando un emergencia cierre es urgentemente necesario.
ATENCIÓN: En EMERGENCIA STOP botón es diseñado ser pulsado en cualquier tiempo pero especialmente cuando un emergencia cierre es urgentemente necesario.
![]() ATENCIÓN: En zona en torno a el máquina debe no bloquearse por cualquier objetos, como este mayo resultado en personal tropezando, deslizamientos y caídas que pueden provocar graves lesión.
ATENCIÓN: En zona en torno a el máquina debe no bloquearse por cualquier objetos, como este mayo resultado en personal tropezando, deslizamientos y caídas que pueden provocar graves lesión.
![]() ATENCIÓN: En operador debe siempre garantizar que todas las puertas, tapas, escudos y otros dispositivos de protección son de forma segura en su sitio antes de la máquina es empezó.
ATENCIÓN: En operador debe siempre garantizar que todas las puertas, tapas, escudos y otros dispositivos de protección son de forma segura en su sitio antes de la máquina es empezó.
![]() ATENCIÓN: Un operador debe nunca climb en el máquina cuando está en funcionamiento.
ATENCIÓN: Un operador debe nunca climb en el máquina cuando está en funcionamiento.
![]() ATENCIÓN: La ruta de paso de la corrugado el consejo NUNCA debe sea bloqueado por personal o por cualquier obstáculo.
ATENCIÓN: La ruta de paso de la corrugado el consejo NUNCA debe sea bloqueado por personal o por cualquier obstáculo.
Señales prohibitivas y obligatorias
 BAJO NO CIRCUNSTANCIAS debe el máquina sea operado por sin formación personal. En de la máquina operadores debe estar familiarizado con Ocupacional Salud y Seguridad normativa con especial centrarse en la riesgos inherente a este máquina.
BAJO NO CIRCUNSTANCIAS debe el máquina sea operado por sin formación personal. En de la máquina operadores debe estar familiarizado con Ocupacional Salud y Seguridad normativa con especial centrarse en la riesgos inherente a este máquina.
 ATENCIÓN: BAJO NO CIRCUNSTANCIAS debe el máquina sea operado por sin reservas personal. Operadores de máquinas debe sea familiar con Ocupacional Salud y Normas de seguridad.
ATENCIÓN: BAJO NO CIRCUNSTANCIAS debe el máquina sea operado por sin reservas personal. Operadores de máquinas debe sea familiar con Ocupacional Salud y Normas de seguridad.
 BAJO NO CIRCUNSTANCIAS debe el máquina ensamblarse, desmantelado o transportado por sin formación personal, ni por esos desconocido con el normas de seguridad incluido en este servicio manual, desde tal actividades mayo plomo a un accidente o a pérdida financiera.
BAJO NO CIRCUNSTANCIAS debe el máquina ensamblarse, desmantelado o transportado por sin formación personal, ni por esos desconocido con el normas de seguridad incluido en este servicio manual, desde tal actividades mayo plomo a un accidente o a pérdida financiera.
 BAJO NO CIRCUNSTANCIAS debe mantenimiento o mantenimiento sea conducido, o preventivo mide sea tomada, sin totalmente desconectar de la red eléctrica suministro.
BAJO NO CIRCUNSTANCIAS debe mantenimiento o mantenimiento sea conducido, o preventivo mide sea tomada, sin totalmente desconectar de la red eléctrica suministro.
 BAJO NO CIRCUNSTANCIAS debe cualquier de el sub- conjuntos, tal como el guía rodillos, el corte o puntuación herramientas, sea tocado.
BAJO NO CIRCUNSTANCIAS debe cualquier de el sub- conjuntos, tal como el guía rodillos, el corte o puntuación herramientas, sea tocado.
BAJO NO CIRCUNSTANCIAS debe cualquier mide sea emprendido que podría plomo a a reducción en el de la máquina seguridad estado; este incluye mide como bloqueo maestro interruptores, quitar protecciones o desconectando sensores, etc.
BAJO NO CIRCUNSTANCIAS debe un operador climb en la máquina durante el procedimiento de carga o durante su trabajo ciclo.
 BAJO NO CIRCUNSTANCIAS debe ningún potencial incendio, cerca de la máquina, se extinguido con agua. Utilice sólo con licencia, sofisticados, contra incendios agentes y contra incendios contra incendios contra incendios.
BAJO NO CIRCUNSTANCIAS debe ningún potencial incendio, cerca de la máquina, se extinguido con agua. Utilice sólo con licencia, sofisticados, contra incendios agentes y contra incendios contra incendios contra incendios.
 BAJO EN NINGÚN CASO deben retirarse los protectores durante el ciclo de trabajo de la máquina.
BAJO EN NINGÚN CASO deben retirarse los protectores durante el ciclo de trabajo de la máquina.
 BAJO NO CIRCUNSTANCIAS debe el máquina sea rociado con agua durante su regular trabajo ciclo o cuando es ociosa.
BAJO NO CIRCUNSTANCIAS debe el máquina sea rociado con agua durante su regular trabajo ciclo o cuando es ociosa.
 BAJO NO CIRCUNSTANCIAS debe cualquier mantenimiento tareas sea realizado mientras el máquina es en funcionamiento.
BAJO NO CIRCUNSTANCIAS debe cualquier mantenimiento tareas sea realizado mientras el máquina es en funcionamiento.
 BAJO NO CIRCUNSTANCIAS debe cualquier aceite, disolvente o cualquier otro cáustico o tóxico sustancias sea vertido fuera, o bien en o cerca de el máquina.
BAJO NO CIRCUNSTANCIAS debe cualquier aceite, disolvente o cualquier otro cáustico o tóxico sustancias sea vertido fuera, o bien en o cerca de el máquina.
 BAJO NO CIRCUNSTANCIAS debe móvil teléfonos sea utilizado en el inmediato proximidad de la máquina.
BAJO NO CIRCUNSTANCIAS debe móvil teléfonos sea utilizado en el inmediato proximidad de la máquina.
 BAJO NO CIRCUNSTANCIAS debe cualquier desnudo llama sea utilizado en el inmediato proximidad de la máquina.
BAJO NO CIRCUNSTANCIAS debe cualquier desnudo llama sea utilizado en el inmediato proximidad de la máquina.
 BAJO NO CIRCUNSTANCIAS debe cigarrillos sea ahumado en las inmediaciones alrededores de la máquina.
BAJO NO CIRCUNSTANCIAS debe cigarrillos sea ahumado en las inmediaciones alrededores de la máquina.
 BAJO NO CIRCUNSTANCIAS debe alcohol ser beber en el inmediata alrededores de la máquina máquina, ni debe personal, bajo la influencia del alcohol, manejar la máquina.
BAJO NO CIRCUNSTANCIAS debe alcohol ser beber en el inmediata alrededores de la máquina máquina, ni debe personal, bajo la influencia del alcohol, manejar la máquina.
 BAJO NO CIRCUNSTANCIAS debe personal come en la inmediata proximidad de la máquina.
BAJO NO CIRCUNSTANCIAS debe personal come en la inmediata proximidad de la máquina.
 TI ES ENCARECIDAMENTE ADVERTENCIA que cada persona asignada a operar la máquina máquina, ser completamente formado. El alcance de formación debe abarcar el funcionamiento de la máquina máquina, como así en Ocupacional Salud y Seguridad laboral, con especial especial atención en los riesgos inherentes en la máquina.
TI ES ENCARECIDAMENTE ADVERTENCIA que cada persona asignada a operar la máquina máquina, ser completamente formado. El alcance de formación debe abarcar el funcionamiento de la máquina máquina, como así en Ocupacional Salud y Seguridad laboral, con especial especial atención en los riesgos inherentes en la máquina.
 TI ES ALTAMENTE RECOMENDABLE que TODAS LAS cubiertas y protecciones, diseñados para la máquina, ser utilizados.
TI ES ALTAMENTE RECOMENDABLE que TODAS LAS cubiertas y protecciones, diseñados para la máquina, ser utilizados.
 TI IS ESENCIAL que en el evento de cualquier accidente en el operador, o cualquier máquina fracaso, ambos debe sea informó a la dirección rápidamente.
TI IS ESENCIAL que en el evento de cualquier accidente en el operador, o cualquier máquina fracaso, ambos debe sea informó a la dirección rápidamente.
 TI IS ESENCIAL a desgaste seguro, ajustado, vestuario laboral para reducir el posibilidad de en enganchado o tirado en la máquina.
TI IS ESENCIAL a desgaste seguro, ajustado, vestuario laboral para reducir el posibilidad de en enganchado o tirado en la máquina.
 TI IS ESENCIAL a desgaste protector guantes mientras que funcionamiento la máquina.
TI IS ESENCIAL a desgaste protector guantes mientras que funcionamiento la máquina.
 ES ESENCIAL para desgaste calzado de trabajo antideslizante.
ES ESENCIAL para desgaste calzado de trabajo antideslizante.
 Audición protección debe ser desgastado en este zona.
Audición protección debe ser desgastado en este zona.
 TI IS ESENCIAL que largo pelo sea atado volver en tal a camino como a reducir el riesgo de en enganchado o tirado en el máquina; operarios debe desgaste o bien apropiado pelo cubierta o llevar sus pelo atado arriba.
TI IS ESENCIAL que largo pelo sea atado volver en tal a camino como a reducir el riesgo de en enganchado o tirado en el máquina; operarios debe desgaste o bien apropiado pelo cubierta o llevar sus pelo atado arriba.
 TI IS ESENCIAL a guarda el suelo en torno a el máquina limpiar y libre de cualquier papel, tablero o otros residuos.
TI IS ESENCIAL a guarda el suelo en torno a el máquina limpiar y libre de cualquier papel, tablero o otros residuos.
 TI ES OBLIGATORIO que todas las máquina operadores sean bien formados personal, familiarizado con Trabajo Salud y Seguridad en el trabajo; ellos deben también ser familiarizados con todos los peligrosas situaciones probable que ocurrir en la funcionamiento de sofisticadas máquinas de esta complejidad.
TI ES OBLIGATORIO que todas las máquina operadores sean bien formados personal, familiarizado con Trabajo Salud y Seguridad en el trabajo; ellos deben también ser familiarizados con todos los peligrosas situaciones probable que ocurrir en la funcionamiento de sofisticadas máquinas de esta complejidad.
TI ES ESENCIAL a utilice el emergencia stop interruptor siempre que el del operador vida o salud está en peligro.
TI ES ESENCIAL a desconectar la máquina de la dirección alimentación alimentación siempre que mantenimiento, mantenimiento o preventivo preventivas en curso.
 En embalaje, desembalaje y transporte, medidas especiales medidas debe ser especiales, en para para prevenir la máquina vuelque.
En embalaje, desembalaje y transporte, medidas especiales medidas debe ser especiales, en para para prevenir la máquina vuelque.
|
Tipo |
Boxmat PRO INTELIGO |
|
Material |
individual, doble hasta 1/4", hasta 1050 g/m2 |
|
Alimentación |
3 x 230 VAC; 50/60 Hz |
|
Control tensión |
24 VDC |
|
Potencia instalada |
5,5 kW |
|
Trabajo presión en sistema neumático |
0,6 - 0,8 MPa |
|
Precisión de filtración [(FR [filtro reductor] system) |
20 μм |
|
Clase exigida del medio de trabajo actividad en sistema neumático |
4-4-4 según las normas a ISO8573-1 |
|
Eficacia |
hasta a 600 hojas por hora |
|
Estilos de cartón |
40 preestablecido FEFCO estilos + estilo libre |
|
Receta memoria |
1000 artículos para FEFCO + 1000 artículos para freestyle |
|
Tamaño máximo del tablero |
94" ancho x 300" largo (una sola hoja ) |
|
Tamaño mínimo del tablero |
10" anchura x 25 ½" longitud |
|
Distancia entre cuchillas ranuradoras |
2 ¾" - 78 ¾" (con 8" cuchillas) |
|
Anchura de ranura |
5/16" |
|
Tamaño mínimo del panel |
¾" |
|
Pegamento solapa |
opción a elegir la longitud de la solapa |
|
Máquina dimensiones |
134" x 63" x 63" (L x W x H) |
|
Peso |
2800 kg (6200 lbs) |
4.0 Especificaciones técnicas
- La Boxmat Pro máquina consta de el cuerpo principal , que contiene todos los componentes eléctricos y mecánicos , y mesa de trabajo móvil . El cuerpo principal está basado en un bastidor metálico que garantiza el nivel adecuado de estabilidad. La mesa de trabajo está diseñada para asistir a los operarios alimentando el material ondulado a través de la máquina.
- Los formatos ondulados son transportados a través de la máquina por una serie de rodillos y ruedas accionadas por servoaccionamientos. De manera similar la viga ranuradora es propulsada por un servoaccionamiento .
- Detrás de la viga de ranurado/estriado se encuentra el innovador sistema de herramientas rotativas que permiten al operario cortar el cartón sobrante y expulsarlos sin ningún corte ni estriado permitiendo que sean re Esto también permite a piezas en bruto sobredimensionadas a ser recortadas al tamaño mientras pasan por la máquina en lugar de de tener que recortar en otra máquina separada .
- También permite la producción de dos cajas en una vez (con opción de multiproducción), si caja tamaño y hoja tamaño son adecuado mediante la fijación de un central cuchillo.
- Las ranuras son perforadas hacia fuera por un sistema de cuchillas fijadas a la viga incisora .
- Las cuchillas ranuradoras son desplazadas automáticamente a las posiciones correctas por motores asíncronos accionados por el inversor y codificador, una vez las dimensiones se introducen en la pantalla táctil .
- La mano izquierda guía se posiciona automáticamente y, una vez un tablero en blanco se posiciona contra ella, la mano derecha guía puede ser deslizada hacia arriba para ella para permitir el en blanco pasar por la máquina
- La máquina está equipada con un juego completo de cubiertas y protecciones para proteger a los operadores de las cuchillas móviles y cuchillas. Para cumplir con todas las normas de seguridad europeas , la máquina no funcionará si estos no todos en lugar y un mensaje de error apropiado será mostrado en la pantalla.
El fabricante se asegurará de que la máquina esté adecuadamente embalada para el transporte. El tipo y resistencia del embalaje están adaptados a la distancia y los medios de transporte utilizados, así con consideración a los riesgos potenciales asociados con los medios de transporte utilizados. El Fabricante sugiere que Destinatarios utilicen los medios de transporte del Fabricante y personal de servicio .
El almacenamiento de una máquina no utilizada no implica ningún requisito distinto de un entorno de almacenamiento adecuado. El almacenamiento debe proporcionar suficiente protección contra agentes atmosféricos y estar seco, con un aceptable nivel de humedad inferior a 70%. La temperatura de almacenamiento debe estar entre 5 ºC y 40 ºC.
Debe garantizarse una protección anticorrosión adecuada , especialmente en el caso de piezas metálicas que, por razones técnicas , no hayan sido pintadas o protegidas contra la corrosión .
Si la máquina es entregada en una caja y/o cubierta con film-wrap que cree una atmósfera anticorrosiva , la máquina debe permanecer en la misma, durante todo el periodo de almacenamiento .
Para proteger contra la humedad , se recomienda que la máquina no se almacene en el suelo del almacén sino sobre palés, para mantener la elevada del suelo .

Este fabricante de cajas debería ser almacenada verticalmente en a seco y bien ventilada bien ventilada. La máquina es sensible a las vibraciones, golpes, violentos sacudidas y de larga duración inclinaciones. Incluso si es se deja caer de una relativamente insignificante altura este puede llevar a a su permanente y e irreversible.
Las anteriores disposiciones están destinadas a hacer todas personas y servicios, que tienen contacto con este dispositivo, consciente de su alta sensibilidad a cualquier impactante estímulos y, en el mismo tiempo, consciente también, que no reclamaciones, derivadas de dicha permanente permanente, como descritoanteriormente, será considerada como una reclamaciónválida .
Para más asesoramiento o información, por favor póngase en contacto con los técnicos de servicio del fabricante .
Transporte
 BAJO NO CIRCUNSTANCIAS debe el máquina ensamblarse, desmantelado o transportado en cualquier camino por no cualificado personal o esos desconocido con la seguridad y atención información incluido en este manual. Fallo a cumpla con este básico regla mayo plomo a accidental daños o lesión no cubierta por la garantía o responsabilidad del fabricante.
BAJO NO CIRCUNSTANCIAS debe el máquina ensamblarse, desmantelado o transportado en cualquier camino por no cualificado personal o esos desconocido con la seguridad y atención información incluido en este manual. Fallo a cumpla con este básico regla mayo plomo a accidental daños o lesión no cubierta por la garantía o responsabilidad del fabricante.
- La entidad responsable de transportar e instalar la máquina en la planta del Ordenante debe ser determinada en la fase de firma del contrato , sin embargo a más tardar en , después de la aceptación técnica de la máquina en la planta del Fabricante y antes de ser entregada al Ordenante .
- Debido a la naturaleza de el dispositivo, el Fabricante sugiere que el Destinatarios uso el Fabricante medios de transporte y servicio personal.
- La máquina debe ser movida utilizando dispositivos de elevación tales como grúas, carretillas elevadoras o transpaletas , todas de las cuales deben tener suficiente capacidad de elevación para el propósito de transporte seguro . Las personas que las manejen deben tener los permisos requeridos y la formación, según lo requerido por la ley.
- El modo correcto de transporte para BOXMAT PRO máquinas se presenta a continuación .

Fig. 2. El lugar de elevación de la máquina se indica mediante el pictograma (Fig. 2 -1)

Fig. 3. Transporte correcto de la máquina con una carretilla elevadora
Está prohibido levantar la máquina BOXMAT PRO donde así lo indiquen los pictogramas; el dibujo siguiente hace referencia a ello.

Fig. 4. Está prohibido levantar la máquina BOXMAT PRO por sus paredes laterales, utilizando una carretilla elevadora.
![]() ATENCIÓN: Fallo a cumpla con el sobre pictogramas y métodos de montaje, mayo resultado en daños a el estructura de la máquina y componentes.
ATENCIÓN: Fallo a cumpla con el sobre pictogramas y métodos de montaje, mayo resultado en daños a el estructura de la máquina y componentes.
![]() ATENCIÓN: Máquina debe sea transportados verticalmente.
ATENCIÓN: Máquina debe sea transportados verticalmente.
Es esencial 1 que la máquina , y todas las piezas y los accesorios, deben ser embalados de forma segura y segura. Deberá suministrarse para garantizar que la máquina y todas las piezas periféricas y accesorios lleguen para su instalación de forma segura y sin daños. Se recomienda encarecidamente a que permita a el fabricante que lleve a cabo todas estas tareas para garantizar una entrega segura y eficiente y instalación.
En lo que respecta a transporte procedimiento el peso de la máquina (c. 2800 kg - 6200 lb.) debe tenerse en cuenta.
![]() ATENCIÓN: Descuidado manejo de de el máquina durante transporte y/o la reubicación puede provocar graves accidentes o lesiones.
ATENCIÓN: Descuidado manejo de de el máquina durante transporte y/o la reubicación puede provocar graves accidentes o lesiones.
Instalación
La instalación de la máquina en el lugar de trabajo , es efectuada por el personal del Ordenante , una vez que el contenido de estas instrucciones de uso y los servicios del Fabricante se hayan familiarizado con-. y hayan sido acordado con- por el personal de la parte ordenante . El correcto ajuste de la impresora es importante como condición previa para su óptimo funcionamiento y para la comodidad y seguridad de los operadores.
Preparación de la ubicación para la máquina, la disponibilidad y parámetros de las conexiones eléctricas, neumáticas y ventilación , así como como la preparación de los requisitos específicos de diseño y de aceptación , necesarios para facilitar el funcionamiento de la máquina , es responsabilidad del Ordenante .
El Fabricante proporcionará la orientación necesaria y información para ayudar al Ordenante Parte en este respecto.
Después de entregar la máquina a su ubicación designada , ella debe ser desembalada y nivelada. Su estado técnico debe entonces ser revisada y cualquier daño causado en transporte, debe ser rectificado.
![]() ATENCIÓN: En suelo en que el máquina es a sea colocado debe tienen suficiente estructural fuerza a soporte el peso de la máquina y cualquier vibración generado por el normal proceso de fabricación cajas. En debe también se nota que el mayoría del peso del máquina es concentrado en el pies.
ATENCIÓN: En suelo en que el máquina es a sea colocado debe tienen suficiente estructural fuerza a soporte el peso de la máquina y cualquier vibración generado por el normal proceso de fabricación cajas. En debe también se nota que el mayoría del peso del máquina es concentrado en el pies.
![]() ATENCIÓN: Una vez el máquina es nivelado it debe no sea movido sin repetir el proceso de nivelación.
ATENCIÓN: Una vez el máquina es nivelado it debe no sea movido sin repetir el proceso de nivelación.
El suelo más óptimo está hecho de hormigón liso de suficiente profundidad y recubierto con una fina capa de material no conductor.
La cimentación sobre que la máquina se coloca debe ser arquitectónicamente conforme con las normas de construcción y normas de seguridad cumpliendo los requisitos de profundidad, resistencia y nivel.
En Comprador es la única persona responsable de la preparación de la base sobre la que se debe ser instalada.
![]() ATENCIÓN: Si el montaje y configuración procedimientos son realizado individualmente por el comprador, ellos debe sea realizado debido a las instrucciones incluido en este servicio manual y/o según a la instrucciones proporcionado por el fabricante durante el técnico aceptación procedimiento.
ATENCIÓN: Si el montaje y configuración procedimientos son realizado individualmente por el comprador, ellos debe sea realizado debido a las instrucciones incluido en este servicio manual y/o según a la instrucciones proporcionado por el fabricante durante el técnico aceptación procedimiento.
Utilice los tornillos en la máquina pies para nivelar el bastidor. (Los lados de el cuerpo de la máquina son la referencia plano para nivelar).
![]() ATENCIÓN: En cada cambiar posición el máquina, consulte la brecha entre el superior y inferior ranurado cuchillos. En el longitud total de el superior ranurado cuchillas, de el frente y volver lado, la brecha no debe ser menos que 0.004 pulgadas.
ATENCIÓN: En cada cambiar posición el máquina, consulte la brecha entre el superior y inferior ranurado cuchillos. En el longitud total de el superior ranurado cuchillas, de el frente y volver lado, la brecha no debe ser menos que 0.004 pulgadas.
Cuando la máquina esté nivelada, entonces las mesas de trabajo deberán ser ensambladas y colocadas en la parte delantera y parte trasera de la máquina (las mesas están disponibles bajo demanda ). Una vez entregadas las dos mesas de trabajo , deben ser niveladas a la máquina .
Condiciones de trabajo
INFORMACIÓN GENERAL
![]() ATENCIÓN: En es el del fabricante recomendación, que la máquina debe sea instalado en una industria medio ambiente sólo.
ATENCIÓN: En es el del fabricante recomendación, que la máquina debe sea instalado en una industria medio ambiente sólo.
Como escrito y descrito dentro de este manual técnico , esta máquina ha sido diseñada y fabricada para ser utilizada en un entorno industrial para la conversión de cartón ondulado fibra en una gama de cartones xml como tal, esta máquina debe ser operada dentro de las regulaciones de salud y seguridad asociadas con el ambiente industrial de fabricación de cajas .
Esta máquina no debe ser utilizada en una atmósfera potencialmente explosiva , en una atmósfera con un alto nivel de contaminación, alta humedad, altas temperaturas o en humos agresivos, o corrosivos, .
Debido a la electrónica y sensores dentro esta máquina, ella debe ser utilizada en temperaturas de +15°C a +35°C y en una humedad relativa que oscila de 35% a 85%. La humedad atmosférica la condensación , o cualquier agente potencialmente agresivo, deben evitarse .
Los cambios de temperatura dentro de el entorno operativo no deben superar los 10°C y la humedad relativa no debe variar en más del 10%.
![]() ATENCIÓN: Si allí son significativo temperatura y diferencias de humedad entre la entrega proceso y el instalación sitio, el máquina debe sea almacenado y aclimatado en el sitio donde es ser operado para 24 horas antes de arrancando.
ATENCIÓN: Si allí son significativo temperatura y diferencias de humedad entre la entrega proceso y el instalación sitio, el máquina debe sea almacenado y aclimatado en el sitio donde es ser operado para 24 horas antes de arrancando.
ILUMINACIÓN
El criterio para el nivel mínimo de iluminación indica que la iluminación aceptable en un plano horizontal de trabajo , en salas donde personal atienda durante un largo tiempo, independientemente de qué tareas visuales xml-ph-0030@dee
Cuando, sin embargo, exista un grado de dificultad visual mayor que la media, resultando en dificultades en trabajar, el requisito pertenece para asegurar mayor comodidad visual ; esto también se aplica donde empleados son mayoritariamente personas mayores de 40 años de edad. Teniendo esto en cuenta, el nivel de intensidad en la iluminación debe entonces ser superior al nivel mínimo permitido de 500 lx.
5.4.3. RUIDO
El dispositivo es la fuente de la intensidad de ruido superior a 85dB que requiere la utilización de personal de protección de la instalación .
 La protección auditiva debe ser desgastado en este ¡zona!
La protección auditiva debe ser desgastado en este ¡zona!
Observamos que todo entorno tienen sus propias emisiones de ruido , que pueden influir eficazmente los niveles de ruido emitidos por la máquina durante funcionamiento, especialmente en diversos sistemas tecnológicos .
Parámetros de la fuente de alimentación
ELÉCTRICO SUMINISTRO
La máquina debe estar conectada a una fuente de alimentación de 3 x 480 VAC; 50/60 Hz; (3P+N+PE), equipada con protección contra sobrecorriente .
La instalación del Comprador debe proporcionar protección contra golpes de conformidad con PN-EN 60204-1:2018-12.
AIRE COMPRIMIDO SISTEMA
La máquina utiliza aire presión que oscila entre 6-8bar / 85-110 psi.
Las impurezas filtradas son menos que 20 µm, a cumplen las normas ISO8573-1 4-4-4.
6.0 Funcionamiento de la máquina
Asumiendo que todas las condiciones para la instalación y actividades descritas en el anterior capítulo se han cumplido y llevado a cabo con éxito , los preparativos pueden comenzar para la primera puesta en marcha de la máquina , en condiciones de producción en la planta de la Parte Contratante .
Asumiendo que todas las condiciones para la instalación y actividades descritas en el anterior capítulo se han cumplido y llevado a cabo con éxito , los preparativos pueden comenzar para la primera puesta en marcha de la máquina , en condiciones de producción en la planta de la Parte Contratante .
![]() ATENCIÓN: Inicialmente, el máquina debe sea iniciado arriba bajo la supervisión del del fabricante agentes.
ATENCIÓN: Inicialmente, el máquina debe sea iniciado arriba bajo la supervisión del del fabricante agentes.
Las Condiciones de servicio deben leerse y comprenderse antes de poner en marcha la máquina.
SERVICIO CONDICIONES - GENERAL DIRECTRICES Y PROCEDIMIENTOS
Para garantizar el correcto funcionamiento de la máquina , todos los ajustes y configuraciones deben ser realizados por los técnicos formados del fabricante , una vez que la máquina haya sido montada e instalada y se hayan aplicado los procedimientos de puesta en marcha inicial . El material corrugado para probar la máquina deberá ser puesto a disposición por el Comprador.
Antes de utilizar la máquina , es decir , antes de su primera puesta en marcha, la Parte Contratante ha la absoluta obligación de formar a aquellos empleados que serán sus futuros operadores. Además, debido a los diferentes trabajos ciclos realizados por nuestras máquinas, en diversos entornos industriales , el Destinatario tiene la obligación absoluta de crear un lugar de trabajo claro y transparente manual de instrucciones para el dispositivo , adaptado a sus propios ciclos de producción .
BAJO NINGUNA CIRCUNSTANCIAS debe la máquina máquina ser funcionar por personal no cualificado no cualificado. La máquina máquina operadores deben estar familiarizados con la página ocupacional salud laboral y seguridad normas, con la atención en dar a especial consideración a el riesgo creado al utilizar esta máquina.
 ATENCIÓN: En Beneficiario, o a persona autorizado por él/ella en el base de estos funcionamiento instrucciones y las características de su propio producción tecnología, tiene el absoluto obligación a compilar a A BASE DE MÁQUINA MANUAL DE INSTRUCCIONES para los empleados.
ATENCIÓN: En Beneficiario, o a persona autorizado por él/ella en el base de estos funcionamiento instrucciones y las características de su propio producción tecnología, tiene el absoluto obligación a compilar a A BASE DE MÁQUINA MANUAL DE INSTRUCCIONES para los empleados.
 TI IS STRONGLY RECOMENDADO a instruir cada persona asignado a trabajo con, o cerca, este máquina no sólo en el funcionamiento de el máquina pero también en el ocupacional salud y seguridad normas asociados al funcionamiento la máquina.
TI IS STRONGLY RECOMENDADO a instruir cada persona asignado a trabajo con, o cerca, este máquina no sólo en el funcionamiento de el máquina pero también en el ocupacional salud y seguridad normas asociados al funcionamiento la máquina.
 En ajuste y comprobación procedimiento, implementado anterior a utilizar este máquina, debe sólo sea realizado por formado y autorizado personal.
En ajuste y comprobación procedimiento, implementado anterior a utilizar este máquina, debe sólo sea realizado por formado y autorizado personal.
ANTES USAR LA MÁQUINA ES ES ENCARECIDAMENTE RECOMIENDA QUE COMPROBAR LA LO SIGUIENTE:
- la eficacia de la protección contra las descargas eléctricas;
- el suministro tensión;
- valor y cumplimiento de la fase ;
- los botones de emergencia (interruptores de seguridad - PARADA DEEMERGENCIA ) si es necesario, desbloquee girando en el sentido de las agujas del reloj;
- los sensores magnéticos de seguridad de las cubiertas y las ventanas laterales ;
- las cerraduras de seguridad son, de hecho, bloqueados;
![]() ATENCIÓN: Cualquier mantenimiento trabajo o cambiando de herramientas etc., que requiere la máquina para ser operado con tapas abierto, debe sólo sea llevado fuera por formado y competente personal y debe sea completado como rápidamente como posible antes de el cubre son cerrado y completo seguridad estado es restaurado.
ATENCIÓN: Cualquier mantenimiento trabajo o cambiando de herramientas etc., que requiere la máquina para ser operado con tapas abierto, debe sólo sea llevado fuera por formado y competente personal y debe sea completado como rápidamente como posible antes de el cubre son cerrado y completo seguridad estado es restaurado.
![]() ATENCIÓN: Todos interruptor cajas, cubre y guardias debe cerrarse antes de intentando utilizar la máquina y debe permanecer cerrado durante su uso.
ATENCIÓN: Todos interruptor cajas, cubre y guardias debe cerrarse antes de intentando utilizar la máquina y debe permanecer cerrado durante su uso.
Está estrictamente prohibido hacer funcionar la máquina con cualquier interruptor de seguridad o otros dispositivos de seguridad desactivados o alterados de cualquier manera. Todos estos dispositivos están instalados para proteger la seguridad de el operador y otro personal. Se recomienda que todos tales dispositivos sean comprobados y probados regularmente para confirmar que que son a
Cada operador de la máquina debe estar familiarizado con todas las características de seguridad y dispositivos asociados con esta máquina.
 TI IS ESTRICTAMENTE PROHIBIDO a eliminar cualquier cubre o guardias mientras que la máquina es en funcionamiento.
TI IS ESTRICTAMENTE PROHIBIDO a eliminar cualquier cubre o guardias mientras que la máquina es en funcionamiento.
 TI IS STRONGLY RECOMENDADO A adjuntar y cerrar TODOS cubre y guardias diseñado para la máquina.
TI IS STRONGLY RECOMENDADO A adjuntar y cerrar TODOS cubre y guardias diseñado para la máquina.
En el área alrededor de la máquina , y hasta a 1,5m, todos los obstáculos deben ser eliminados y el área debe estar limpia y adecuadamente iluminada. Se debe tener especial cuidado cuando Horquilla Carretillas elevadoras estén recogiendo y retirando xml-ph
La zona en proximidad a la máquina debe estar limpia y despejada de impurezas como aceite, polvo y suciedad en orden a reducir a el mínimo el riesgo de un resbalón, xml-ph-0031@deepl.inte
 ATENCIÓN: En el máquina es en operación el zona en torno a el máquina debe no sea bloqueado como it mayo causar un resbalón, tropezar o caerse.
ATENCIÓN: En el máquina es en operación el zona en torno a el máquina debe no sea bloqueado como it mayo causar un resbalón, tropezar o caerse.
 BAJO NO CIRCUNSTANCIAS debe cualquier aceite, disolventes o otros cáustico o tóxicos líquidos sea derramado en el cerrar alrededores a la máquina.
BAJO NO CIRCUNSTANCIAS debe cualquier aceite, disolventes o otros cáustico o tóxicos líquidos sea derramado en el cerrar alrededores a la máquina.
 TI IS POR LO TANTO ORDENADO a guarda el suelo en torno a la máquina limpia y claro.
TI IS POR LO TANTO ORDENADO a guarda el suelo en torno a la máquina limpia y claro.
Los mandos de la máquina , indicadores, conductores flexibles , tubos o ejes no deben utilizarse como asas. Cualquier desplazamiento involuntario de estas piezas de la máquina puede provocar activaciones accidentales y involuntarias o cambios en los parámetros de trabajo de la máquina y, en situaciones extremas , puede provocar el fallo de la máquina o avería.
 TI IS ESENCIAL que cualquier accidente en el operador, o cualquier máquina fracaso, debe sea rápidamente informó a la gestión.
TI IS ESENCIAL que cualquier accidente en el operador, o cualquier máquina fracaso, debe sea rápidamente informó a la gestión.
Los cualificados operadores de máquinas deben estar equipados con la ropa de trabajo habitual , guantes de protección y calzado antideslizante y de seguridad .
Dado que los riesgos básicos para los operadores de la máquina son rodillos móviles , ruedas y ejes, la máquina no debe ser operada por personal que lleve ropa suelta o pelo largo y suelto .
 TI IS ESENCIAL a desgaste el adecuado trabajando reducción de la ropa a el mínimo el posibilidad de en enganchado o tirado en la máquina.
TI IS ESENCIAL a desgaste el adecuado trabajando reducción de la ropa a el mínimo el posibilidad de en enganchado o tirado en la máquina.
 TI IS ESENCIAL a desgaste protector guantes mientras que funcionamiento la máquina y cartón de manipulación.
TI IS ESENCIAL a desgaste protector guantes mientras que funcionamiento la máquina y cartón de manipulación.
 ES ESENCIAL para desgaste calzado de trabajo antideslizante.
ES ESENCIAL para desgaste calzado de trabajo antideslizante.
Debe utilizarse protección auditiva llevar en esta zona.
 ES ESENCIAL para seguro del operador pelo en tal a camino para reducir a el mínimo el riesgo de en enganchado o tirado en la máquina.
ES ESENCIAL para seguro del operador pelo en tal a camino para reducir a el mínimo el riesgo de en enganchado o tirado en la máquina.
Controles e indicadores a disposición del operador
En la máquina presentada, todos los elementos de manipulación están situados directamente en su cuerpo de construcción , o en el panel de control . Antes de utilizar la máquina , todo el personal que maneja la máquina debe familiarizarse con la ubicación de estos elementos y las funciones que controlan.
Los elementos de manipulación y de control de la máquina que están disponibles para el operador incluyen:

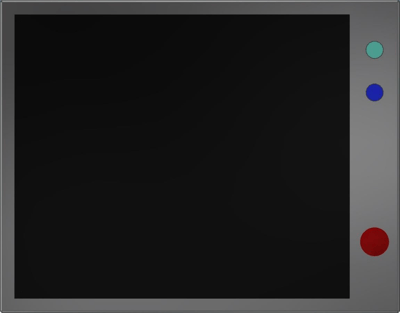

Fig.5. INTERRUPTOR PRINCIPAL Fig.6. Fig. 7 TERMINAL DE AIRE COMPRIMIDO
- INTERRUPTORPRINCIPAL - el interruptor instalado en la caja de interruptores puertas (Fig.5 ), está diseñado para conmutar la alimentación eléctrica encendido y apagado. Cuando se se gira a la posición 1 se significa que la máquina está ON, cuando se se gira a la posición 0, xml-ph-0031@deepl.inte
- Panel HMI - una pantalla táctil que se encuentra en el panel de control (Fig.6), está diseñada para programar y controlar la máquina.
- START - Este botón verde, cuando está encendido, indica que la máquina está lista para trabajar (Fig.6)
- RESET - un botón azul utilizado para reiniciar el sistema de control y el sistema de seguridad de la máquina y las alarmas después de un error (Fig.6).
- PARADA DEEMERGENCIA - un botón con cabeza de seta para la parada inmediata de toda la máquina , en caso de cualquier fallo o accidente. Los botones están situados en el panel del operador (Fig.6) y a xml-ph-0030@deepl.inte
-
Terminal de aire comprimido (Fig.7);
-
La válvula de cierre de aire comprimido de accionamiento manual (para abrir la válvula - gírela hacia la izquierda y colóquela en la posición ON; un giro hacia la derecha - la posición OFF - la válvula está cerrada);
Posicionamiento de la guía derecha y topes de entrada
AJUSTE LA POSICIÓN DE LA DERECHA DERECHO Y LA ENTRADA BOMBAS
![]() ATENCIÓN Reglamento debe sea realizado después de selección de estilo, entrar en el cartón dimensiones y automático ajuste de izquierda guía.
ATENCIÓN Reglamento debe sea realizado después de selección de estilo, entrar en el cartón dimensiones y automático ajuste de izquierda guía.
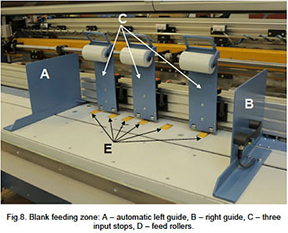

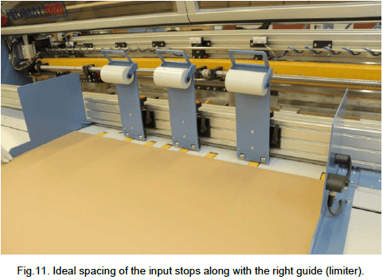



- Coloque el espacio en blanco en la mesa
- Deshacer los tiradores de los topes de entrada (Fig.9).
- Levante suavemente los topes de entrada y deslice aparte dos de ellos hacia los extremos del tablero y el tercero debe colocarse en el centro y sobre el rodillo (Fig.11).
- Apriete hacia arriba las asas naranjas de la entrada se detiene (Fig.9).
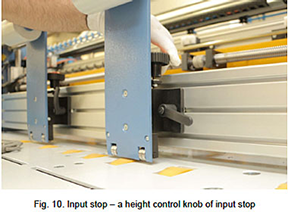
- Utilizando el mando (Fig. 10), ajuste el hueco debajo de cada parachoques de forma que sea posible introducir una caja de cartón en él; asegúrese, sin embargo, de que no sea posible introducir dos cajas de cartón (Fig.12).
- Ajuste el tope derecho con la ayuda de la empuñadura (Fig.13) de forma que casi se pegue a la alfombrilla; deje 1/16" de holgura para que las alfombrillas no se atasquen entre los topes (Fig.14).
Conexión a una fuente de alimentación
- Compruebe la zona alrededor de la máquina. Ésta está diseñada para trabajar en un entorno limpio y ordenado sin residuos ni obstáculos que pudieran influir negativamente en su actividad de trabajo regular .
- Prepare los corrugados en bruto, listos para la producción.
- Si es requerido por el ciclo de producción proporcionado por el usuario, coloque contenedores para residuos y cartones listos para imprimir en un lugar adecuado , cerca de la máquina.
- Compruebe que todas cubiertas y guardias están en lugar y que todas puertas están cerrado - es es estrictamente prohibido a realizar trabajo con abierto cubiertas o falta guardias como este se desencadenar el xml-ph
- Compruebe que el pulsador de PARADA DE EMERGENCIA del cuadro de mandos está en la posición correcta. Para restablecerlo, gire el pulsador con forma de seta en el sentido de las agujas del reloj.
- Conecte la alimentación eléctrica a la máquina (introduzca el enchufe en la toma de corriente y/o enciéndala) y el sistema de aire comprimido conectando la manguera de aire al terminal y encendiendo el compresor.
- Compruebe que la alimentación neumática está entre 85psi/6bar y 110psi/8bar.
- Gire el INTERRUPTOR PRIN CIPAL instalado en la carcasa lateral de la máquina, a la posición 1 / ON .
- Se iniciará el Panel PC (HMI) con sistema Windows.
-
Debido al procedimiento estándar cuando la máquina es encendida , un mensaje de error tal como "Safety system not ready - press RESET button" debe encontrarse en el HMI panel táctil . En orden a Como resultado , la prueba del sistema de seguridad y los accionamientos deberán ser puestos en funcionamiento. Cuando el botón START parpadea en verde, significa que la máquina entra en modo de espera y está lista para trabajar.
-
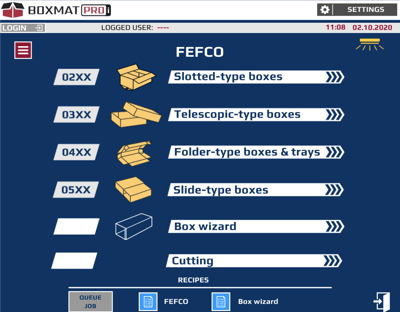
Si todos los procedimientos terminan arriba con éxito, la máquina está lista para trabajar - la ventana principal debe visualizarse en el panel HMI .
Fig. 15. Interfaz Boxmat Puesta en marcha de Inteligo
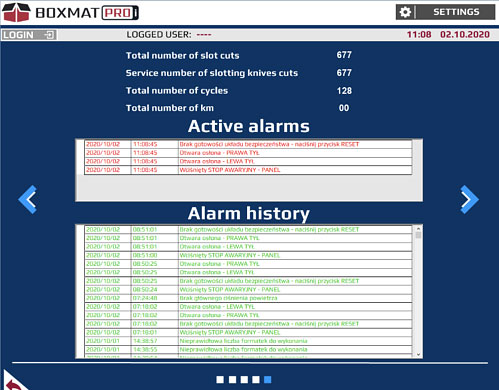
Fig. 16. Sistema de seguridad no preparado
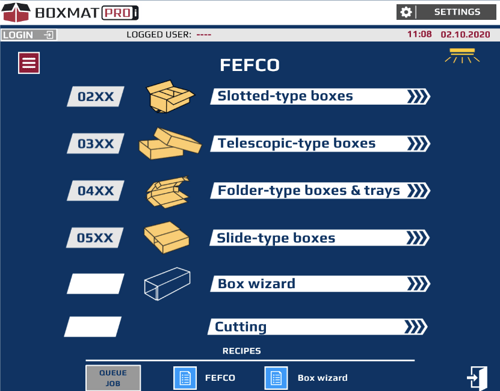
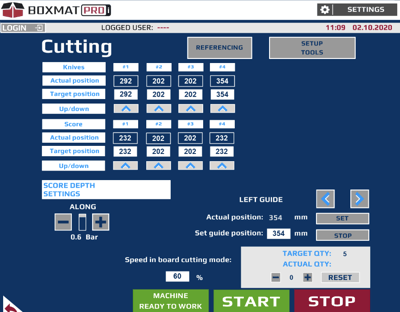
Fig. 17. Pantalla principal de Boxmat PRO
![]() ATENCIÓN: Cubiertas debe siempre sea cerrado o el la máquina no funcionará.
ATENCIÓN: Cubiertas debe siempre sea cerrado o el la máquina no funcionará.
![]() ATENCIÓN: el EMERGENCIA STOP botón es diseñado ser pulsado en cualquier tiempo especialmente cuando un emergencia apagado es rápidamente necesario.
ATENCIÓN: el EMERGENCIA STOP botón es diseñado ser pulsado en cualquier tiempo especialmente cuando un emergencia apagado es rápidamente necesario.
![]() ATENCIÓN En caso el error mensaje puede todavía sea visto en el mostrar después de pulsando el INICIO botón, ir a ALARMAS, ERROR MENSAJES y FALLOS se muestra en el documentación técnica.
ATENCIÓN En caso el error mensaje puede todavía sea visto en el mostrar después de pulsando el INICIO botón, ir a ALARMAS, ERROR MENSAJES y FALLOS se muestra en el documentación técnica.
Desconexión
El siguiente procedimiento de desconexión debe siempre ser implementado cuando la producción esté completada:
- Ir a la pantalla principal
- Apague la interfaz Boxmat - elija el icono "Salir".
- Apagar el sistema Windows
- Después de apagar correctamente Windows, gire el INTERRUPTOR PRINCIPAL a la posición 0-OFF -- esto significa que la máquina está apagada.
- Despeje el entorno de trabajo alrededor de la máquina.
- Si la máquina va a estar parada durante un periodo prolongado - por ejemplo, el fin de semana - Deberá desconectarse la alimentación eléctrica y el aire comprimido.
![]() ATENCIÓN Visite no gire a fuera de el máquina durante Ventanas cerradas ¡Abajo! Esto puede daños PC HMI
ATENCIÓN Visite no gire a fuera de el máquina durante Ventanas cerradas ¡Abajo! Esto puede daños PC HMI
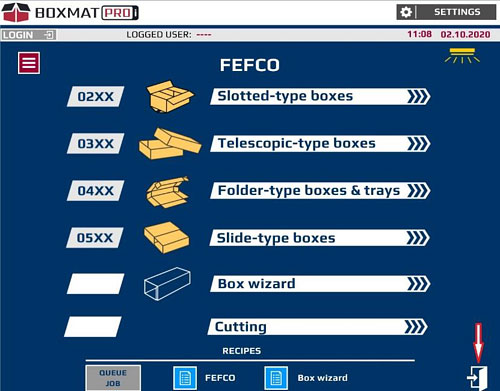
Fig. 18. Salida de la interfaz Boxmat
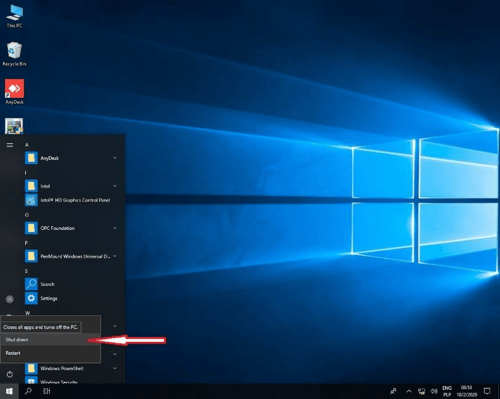
Fig. 19. Apagar Windows
7.0 Descripción de la pantalla del panel HMI
Inicio - Elección del diseño de la caja
En la pantalla principal , están los formatos básicos de los estilos FEFCO disponibles. Primero, seleccione el estilo o seleccione 'Otro' si un Estilo libre cuadro es para ser diseñado.
- AJUSTES - el botón abre a AJUSTES pantalla (página 50). En este pantalla, tres más pantallas puede sea seleccionado:
- Manual Movimiento - opciones disponibles en la Manual Movimientos pantallas que permiten todas partes móviles , disponible en la máquina, para ser movido manualmente.
- Servicio - opciones disponibles en las pantallas Servicio contienen información estadística sobre el funcionamiento de la máquina y parámetros avanzados de el funcionamiento de la máquina .
-
MENÚ - el botón abre una pantalla que muestra las siguientes funciones: INICIAR SESIÓN, RECETAS, ESTADÍSTICAS e IDIOMA.
 Seleccione este botón para cambiar el idioma de la interfaz.
Seleccione este botón para cambiar el idioma de la interfaz.- QUEUE JOB - el botón abre la pantalla con el modo de trabajo "Queue job".
- FEFCO - el botón abre la pantalla con las recetas FEFCO guardadas.
- Asistente de cajas - el botón abre la pantalla con las recetas guardadas preparadas en el Asistente de cajas.
-
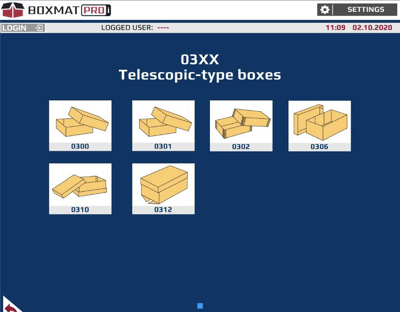
CAJAS DE TIPO SLOTTED (cajas de solapas) - el botón abre una pantalla que contiene plantillas para cajas de solapas en estilos FEFCO (Fig. 21).
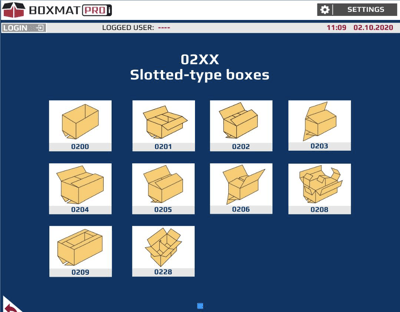
Fig. 21. La pantalla muestra las plantillas de caja de solapas FEFCO 2xx (1/2)
Pulsando el botón AJUSTES (1) en la pantalla principal, se abrirán las pantallas de Ajustes.
Las opciones disponibles en Ajustes permiten realizar movimientos manuales de cada herramienta instalada en la máquina, configurar parámetros de la máquina como la orientación de las herramientas, etc.
Con el nivel de acceso Servicio es posible cambiar los parámetros de servicio - parámetros avanzados del funcionamiento de la máquina.
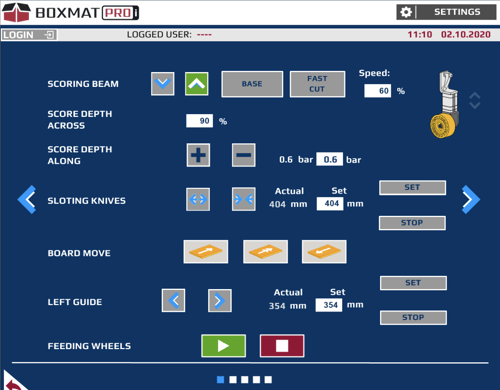
Fig. 27. Pantalla Movimientos manuales (1/3)
 mueve la barra de puntuación hacia arriba
mueve la barra de puntuación hacia arriba desplaza la barra de puntuación hacia abajo;
desplaza la barra de puntuación hacia abajo;
 Cuando el botón de flecha hacia arriba se muestra en amarillo, indica que el haz de marcar/ranurar está en la posición superior listo para arrancar.
Cuando el botón de flecha hacia arriba se muestra en amarillo, indica que el haz de marcar/ranurar está en la posición superior listo para arrancar.
14. BASE - el botón coloca la barra incisora con cuchillas ranuradoras en la posición superior para el arranque. Modo de referencia.
15. RÁPIDO CORTE - el botón comienza un completo ciclo de el rayado/ranurado haz a velocidad de configuración- valor 0% - sin puntuación entre las ranuras;
- valor 100% - máximo puntuación profundidad entre las ranuras;
17. Profundidad de rayado a lo largo - presión de aire para ruedas de rayado
18. + - estos botones cambian la profundidad de las marcas a lo largo de la caja ajustando la presión en las ruedas/rodillos. Al pulsar el botón se cambia el ajuste de presión en 0,1 bar.: - + aumenta la presión;
- + aumenta la presión;
- - disminuye la presión
Es posible ajustar la presión entre 0 y 3 bares.
La presión nunca puede alcanzar un valor superior a la presión de alimentación de la máquina.
19. El campo que muestra la presión real aplicada a los rodillos de puntuación.
20. Campo que muestra la presión ajustada aplicada a los rodillos incisores. En este campo es posible introducir el valor de la presión. Al pulsar el botón Intro del teclado, la presión se actualizará.
21.  estos botones cambiar el posición de el ranurado cuchillos. Pulse y mantenga a Muévete:
estos botones cambiar el posición de el ranurado cuchillos. Pulse y mantenga a Muévete:
 el ranurado cuchillos mover lentamente.
el ranurado cuchillos mover lentamente. el ranurado cuchillos mover acercándose lentamente.
el ranurado cuchillos mover acercándose lentamente.
La posición de las cuchillas ranuradoras se mide como la distancia entre la punta de la cuchilla izquierda y la punta de la cuchilla derecha. Las cuchillas se mueven uniformemente hacia o desde el centro de la máquina. La separación de las cuchillas puede variar entre 2 1/2" y 78 1/2".
Cuando uno de los botones muestra una flecha amarilla, indica que las cuchillas ranuradoras se han desplazado lo máximo posible.
22. Actual - el campo muestra la distancia actual entre las cuchillas de ranurado .
23. Establecer campo - introducir la distancia en que el ranurado cuchillos debe espaciados.
24. Establecer botón - inicia el ranurado movimiento de las cuchillas a una posición como introducido en el Establecer campo (19).
25. Calibración botón - abre una ventana para introducir la medición real entre las cuchillas. Esta actualizará el campo 'Actual' .
La apertura de la ventana de calibración sólo es posible después de introducir la contraseña 7415
26. STOP - el botón detiene ranurado cuchillas movimiento
27. Junta Pase Movimiento ![]() Pulse y mantenga a mover el corrugado hoja en o fuera de la máquina. Pulse
Pulse y mantenga a mover el corrugado hoja en o fuera de la máquina. Pulse ![]() para avanzar y
para avanzar y ![]() para la marcha atrás.
para la marcha atrás.
28. Junta Guía ![]() Pulse y mantenga estos botones a cambiar el posición de el izquierda, automático, tablero guía.
Pulse y mantenga estos botones a cambiar el posición de el izquierda, automático, tablero guía.
La posición de la guía izquierda se mide como la distancia desde la pared interior de la guía hasta el centro de la máquina. Es posible ajustar la guía dentro del rango de 1 3/4" a 47".
Cuando uno de los botones muestra una flecha amarilla, indica que la guía izquierda está en la posición extrema.
29. Actual Posición - el campo muestra la posición actual de la tabla guía.
30. Establecer - el campo en que él es posible a entrar el posición en que el izquierda tablero guía es ser establecer.
31. Establecer - este botón mueve la guía izquierda a la posición en el campo 'Establecer' . (26).
32. Calibración botón - abre una ventana para introducir la distancia real desde el centro de la máquina hasta la guía izquierda . Esto actualizará el campo 'Actual' (25).
La apertura de la ventana de calibración sólo es posible a nivel de operador o superior.
33. STOP - el botón detiene el movimiento de la guía izquierda
34. Alimentación Ruedas: ![]() - estos botones son usado a iniciar o stop la alimentación rodillos.
- estos botones son usado a iniciar o stop la alimentación rodillos.
35. ![]() este vuelve a la pantalla anterior (Fig. 24).
este vuelve a la pantalla anterior (Fig. 24).
36. ![]() este lleva a el siguiente pantalla (Fig.26).
este lleva a el siguiente pantalla (Fig.26).
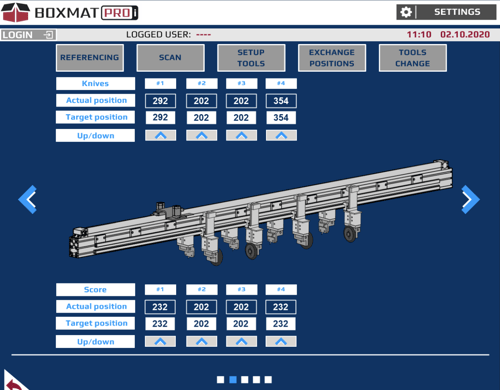
Fig. 28. Pantalla de movimientos manuales (2/3)
37. REFERENCIAS - este botón desplaza el portaherramientas a su posición inicial .
En REFERENCIAS procedimiento es activo retroiluminación de el pulsador es en.
38. ESCÁNER - este botón mueve el escáner (portaherramientas ) sobre las herramientas para definir sus posiciones reales y para comprobar sus cantidades.
En ESCÁNER procedimiento es activo retroiluminación de el pulse es el botón en.
39. SETUP TOOLS - este botón mueve las cuchillas longitudinales de corte y ruedas incisoras a sus posiciones preestablecidas según lo introducido en los campos setup .
En CONFIGURACIÓN procedimiento es activo retroiluminación de el pulse botón es en.
41. CAMBIO DE HERRAMIENTAS - modo de servicio para cambio de herramientas
42. Posición real: los campos muestran la posición real de cada cuchilla longitudinal/punzón.
La posición de cada cuchilla de corte longitudinal/rueda incisora se mide como la distancia de la cuchilla al centro de la máquina. Es posible ajustar las cuchillas dentro del rango de 0" a 47". Es posible ajustar los rodillos incisores dentro del rango de 1" a 47".
43. Posición objetivo - Campos que muestran la posición predeterminada de cada cuchilla longitudinal. En estos campos es posible introducir la posición en la que se debe fijar cada cuchilla desde el centro.
Las cuchillas deben estar espaciadas en el mismo orden que se presenta en los gráficos, de lo contrario aparecerá el mensaje "NO ES POSIBLE COLOCAR LAS Cuchillas [NÚMERO DE Cuchilla ]".
44. Arriba/abajo - pulsando en este botón ![]() se ascensor o inferior la correspondiente herramienta longitudinal.
se ascensor o inferior la correspondiente herramienta longitudinal.
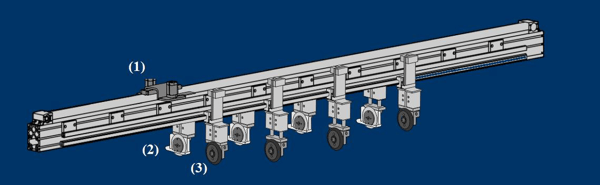
-
- - herramientas gripper . Pulsando sobre él se mostrará pop-up GRIPPER
- - cuchilla longitudinal. Pulsando sobre ella aparecerá cuchilla emergente
- - puntuación longitudinal. Pulsando en se mostrará puntuación emergente
46. GRIPPER emergente

Fig. 30. pinza emergente
47. desplaza la pinza hacia la izquierda;
desplaza la pinza hacia la izquierda; desplaza la pinza hacia la derecha.
desplaza la pinza hacia la derecha.
48. ![]() estos botones cierre o suelte el puntuación rodillos pinza pin:
estos botones cierre o suelte el puntuación rodillos pinza pin:
 desbloquea el pinza pin;
desbloquea el pinza pin; bloquea el pasador de agarre.
bloquea el pasador de agarre.
49. ![]() estos botones cierre o suelte las cuchillas longitudinales pinza pin:
estos botones cierre o suelte las cuchillas longitudinales pinza pin:
- desbloquea el pinza pin;
- bloquea el pasador de agarre.
50. Sensor de puntuación - sensor en el lateral de los rodillos de puntuación. Detecta el soporte con el rodillo incisor.
51. Sensor de cuchillas - sensor en el lateral de las cuchillas. Detecta el soporte con la cuchilla.
52. Cuchillo emergente
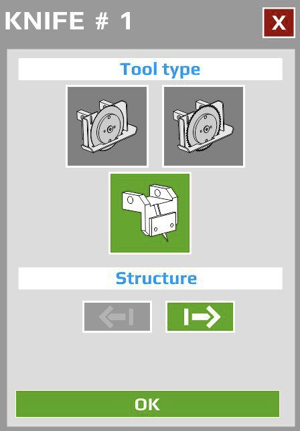
Fig.31. CUCHILLO emergente
53. Tipo de herramienta: en el portaherramientas elegido debe seleccionarse el tipo de cuchilla instalado en ese momento.
54. Orientación de la herramienta - la orientación actual de la herramienta instalada.
La orientación de la herramienta seleccionada se resalta en verde.
El operador, después de cambiar manualmente el orientación de la cuchilla longitudinal en la máquina, también debe marcar/hacer este cambio en esta ventana.
55. Freno - libera el freno del portaherramientas seleccionado.
Cada vez que se suelta el freno, escanea las herramientas para encontrar su posición actual.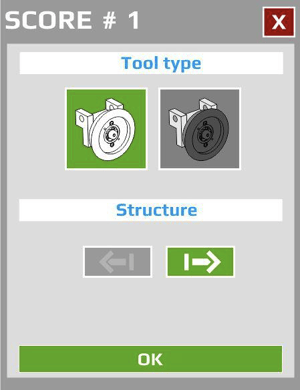
Fig.32. Puntuación emergente
57. Tipo de herramienta - se debe seleccionar el tipo de incisor actualmente instalado en el soporte elegido.
El operario debe confirmar siempre la herramienta tipo de cambio en esta ventana. El tipo de herramienta seleccionado se resalta en verde.
58. Orientación de la herramienta - la orientación actual de la herramienta instalada.
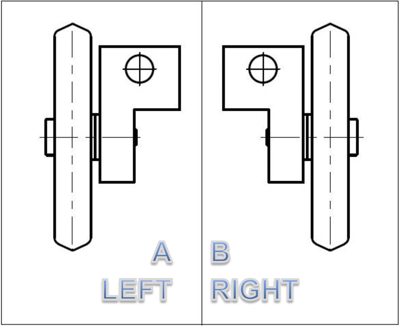
Fig. 33. Ejemplo de orientación de la herramienta sobre la base de los rodillos de hendido: A - a la izquierda de la fijación vista desde la parte delantera de la máquina, B - a la derecha de la fijación vista desde la parte delantera de la máquina.
La orientación de la herramienta seleccionada se resalta en verde.
El operador, después de cambiar manualmente el orientación de la marca longitudinal en la máquina, también debe marcar/hacer este cambio en esta ventana.
59. Freno - libera el freno del portaherramientas seleccionado.
Cada vez que se suelta el freno, escanea las herramientas para encontrar su posición actual.
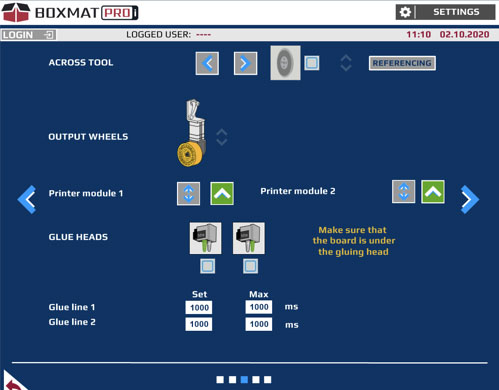
Fig.34. Pantalla de Movimientos Manuales (3/3)
60. EN HERRAMIENTA ![]() el botones para el manual operación de el corte transversal cuchillo:
el botones para el manual operación de el corte transversal cuchillo:
 mueve el cuchillo a la izquierda;
mueve el cuchillo a la izquierda; mueve el cuchillo a la derecha.
mueve el cuchillo a la derecha.
61. El gráfico muestra el transversal cuchillo de corte. Prensado en el imagen levantará o inferior el cuchillo. En bajando de el cuchillo es indicado por a tick" verde ![]() .
.
62. REFERENCIANDO - este botón mueve el a través de cortando cuchillo a la posición home .
En REFERENCIAS procedimiento es activo retroiluminación de el pulsador es en.
63. Ruedas de salida - El gráfico muestra el rodillo sin cepillo . Pulsando en el gráfico levanta o baja todos los rodillos de salida .
64.Módulo de impresora 1 (opción):
 levante/baje el módulo de impresión 1.
levante/baje el módulo de impresión 1. o
o  indica la posición del módulo de impresión 1.
indica la posición del módulo de impresión 1.
65. Módulo de impresora 2 (opcional):
- levante/baje el módulo de impresión 2.
- o indica la posición del módulo de impresión 2.
66. CABEZALES DE PEGADO - los gráficos muestra dos los cabezales de pegado . Al pulsar en un gráfico seleccionado se abrirá la válvula de este cabezal de pegado.
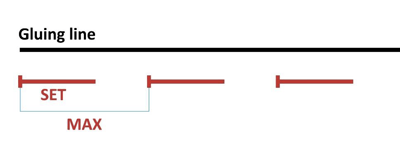
Fig.35. Ajuste de la línea de encolado (opcional)
67. Encolado línea 1 - Juego - Apertura tiempo de el encolado cabeza para el encolado línea 1 (Fig.35) (opción).
68. Encolado línea 1 - MAX - Ciclo tiempo de el encolado cabezal para el encolado línea 1 (Fig.35) (opción).
69. Encolado línea 2 - Conjunto - Apertura tiempo de el encolado cabeza para el encolado línea 2 (Fig.35) (opción).
70. Encolado línea 2 - MAX - Ciclo tiempo de el encolado cabezal para el encolado línea 2 (Fig.35) (opción).
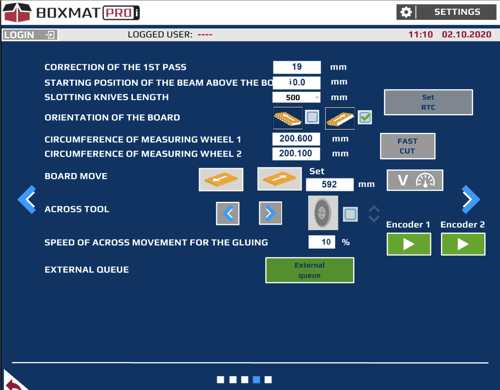
Fig. 36. Pantalla "Parámetros de la máquina
71. Corrección de la 1ª pasada - este parámetro afectará la longitud de el primer panel de una caja. Si cualquier mantenimiento ha tomado lugar, este parámetro puede necesitar ser cambiado.
72. Posición inicial de la viga por encima de el tablero - distancia entre superficie del tablero y cuchilla ranuradora como punto inicial del movimiento de la viga
73. Ranurado cuchillas longitud - longitud de ranurado cuchillas montadas en la máquina
74. Orientación del tablero - rápida o suave paso del tablero en ciclo
75.Circunferencia de rueda de medición 1 y 2 - la exacta circunferencia de las ruedas de medición.
76. Junta mover - ![]() Pulse y mantenga a mover el corrugado hoja en o fuera de la máquina. Pulse
Pulse y mantenga a mover el corrugado hoja en o fuera de la máquina. Pulse ![]() para avanzar y
para avanzar y ![]() para la marcha atrás.
para la marcha atrás.
77. Ajustar - la distancia la placa recorrerá después de pulsar los botones Encoder 1 o Encoder 2 , medida por rueda de medición correspondiente 1 o 2
78. V - parámetros de velocidad - este botón abrir la ventana emergente Velocidad.
79. Velocidad emergente
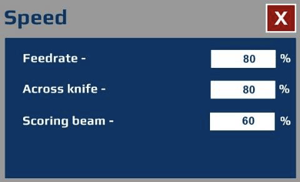
Fig.37. Velocidad emergente
80. Avance tasa - velocidad de el tablero movimiento en el ciclo.
81. Cuchilla transversal - velocidad de la cuchilla transversal en el ciclo.
82. Viga de ranurado - velocidad de la viga de ranurado en el ciclo .
83. A través de herramienta - ![]() el botones para el manual funcionamiento de el a través de corte cuchillo:
el botones para el manual funcionamiento de el a través de corte cuchillo:
- mueve el cuchillo a la izquierda;
- mueve el cuchillo a la derecha.
84. El gráfico muestra el transversal cuchillo de corte. Prensado en el imagen levantará o inferior el cuchillo. En bajando de el cuchillo es indicado por a tick" verde ![]() .
.
85. Velocidad de transversal movimiento para el encolado - velocidad de el transversal movimiento de la herramienta para poner la cola en el ciclo
86. Cola externa - habilita el trabajo con "Job Queue"
87. Encoder 1 / 2 - activa cierra bucle control a ajusta parámetros para rueda de medición 1/2
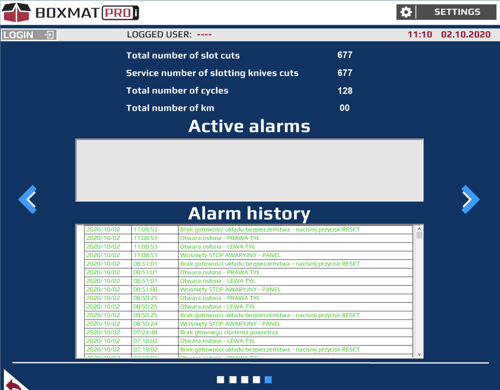
Fig. 38. Historial de contadores y alarmas
88. Total número de ranura corta - el número de corta hecho por el ranurado haz desde máquina inicio.89. Número de cortes de la cuchilla de ranurar - número de cortes realizados por la cuchilla de ranurar desde la última revisión.
90. Número total de ciclos: número de ciclos de trabajo automáticos desde la puesta en marcha de la máquina.
91. Número total de km - el número de kilómetros del corrugado medidos por los codificadores desde la puesta en marcha de la máquina.
92. Alarmas activas - muestra las alarmas / mensajes activos.
93. Historial de alarmas - registro de alarmas / mensajes
MAMPARAS TIPO "FEFCO" - DESCRIPCIÓN BASADA EN LA NORMA TIPO 201
A continuación se indican las funciones disponibles en las pantallas de configuración del modelo estándar FEFCO 0201.
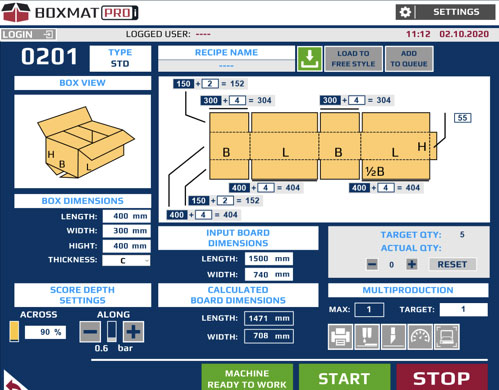
Fig. 39. Pantalla principal de configuración del estilo FEFCO 201 STANDARD
94. 0201 - el estilo FEFCO seleccionado.
95. ![]() - ahorra el actual caja en el de la máquina memoria con el nombre escrito en el RECETA NOMBRE campo. Operación confirmado con mensaje "Receta añadido".
- ahorra el actual caja en el de la máquina memoria con el nombre escrito en el RECETA NOMBRE campo. Operación confirmado con mensaje "Receta añadido".
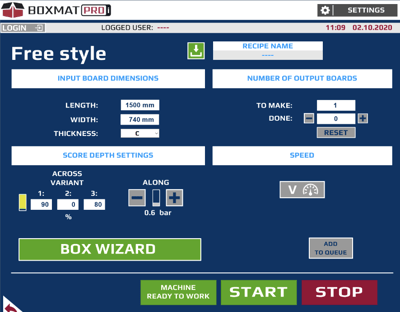
96. Cargar en Freestyle - copia la configuración actual de la máquina en el Freestyle
97. Añadir a Cola - añade el actualmente conjunto casilla a el Trabajo Cola. Operación confirmada con mensaje "Orden fue añadido."
98. Dimensiones de la caja - dimensiones internas de la caja necesarias
99. Espesor - cartón flauta tipo
100. Ajustes de profundidad de puntuación - A través de - haz puntuación profundidad en %:
Ajuste de la profundidad de la puntuación transversal debe estar entre 0% y 100%:
- valor 0% - sin puntuación entre las ranuras;
- valor 100% - profundidad máxima de incisión entre las ranuras;
101. Puntuación profundidad ajustes - A lo largo de - + y - botones para ajustar la profundidad de a lo largo puntuaciones en el tablero :
El ajuste de la profundidad de las puntuaciones debe seleccionarse según las preferencias
102. Tablero de entrada dimensiones - Longitud y Anchura de la hoja de entrada
103. Dimensiones calculadas del tablero - Longitud y Anchura del tablero requerido
104. Target Qty - el número de cajas a ser hecho.
105. Actual Cantidad - el número de cartones ya hechos. Siguiente a él, hay es un botón RESET utilizado para reiniciar el recuento. Para modificar cantidad hecho contador, utilice los botones MÁS/MENOS.
Después de completar el número requerido de cajas de cartón, la máquina se detendrá. Para continuar con la producción, se debe pulsar el botón RESET, de lo contrario no será posible iniciar un nuevo ciclo.
106. Multiproducción - Max - muestra el número de cajas actuales que pueden producirse a partir de la longitud de la hoja actual.
107. Multiproducción - Objetivo - introduzca el número de casillas necesarias de la hoja. El valor puede ser inferior o igual al valor MAX .
108. Impresión - este botón abre una ventana emergente para configurar parámetros de impresión (opción).
109. Encolado - este botón abre una ventana emergente a un conjunto parámetros de encolado (opción).
110. Encolado emergente
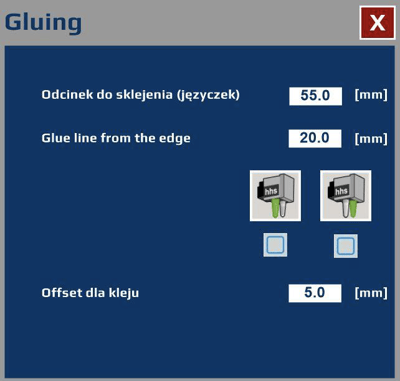
Fig.40. Encolado emergente
111. Cola solapa - cola solapa longitud
112. Línea de cola desde el borde - línea de cola posición desde el frente borde del bardo
113. Encolado cabezales - seleccionar uno o dos cabezales para operar durante el ciclo
114. Desplazamiento para cola - Desplazamiento entre rayados longitudinales y cola línea
115. Corte off - este botón abre una ventana emergente para a establecer el lado de corte
116. De el lado izquierdo y derecho - cortando la chatarra de ambos lados
117. De el lado derecho - cortando de el desecho de el lado derecho de el tablero de entrada
118. V - velocidad parámetros - este botón abrir el emergente Velocidad descrita en 7.2.79
119. Escaneado - este botón abre una ventana emergente y inicia el procedimiento de descarga de datos de un escáner externo
120. Máquina setup - this indicates that not all information has been entered or machine is not setup.
121. Máquina ajuste - ajuste puesta a punto de la máquina a ajuste de parámetros
122. Máquina lista para trabajar - la máquina está preparada a ajustar parámetros
123. Inicio - inicia la automática caja producción en el estilo actual
124. Stop - detiene la máquina DESPUÉS de que haya pasado todo el tablero
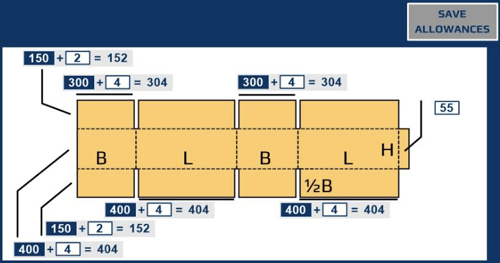
Fig. 41. Pantalla de configuración del estilo FEFCO 201 STANDARD - ajustes avanzados
125. Azul campo - actual valor de la caja dimensión del panel sin derechos de emisión
126. Blanco campo - asignación valor
127. Campo gris - valor total del panel dimensión
GUARDAR ASIGNACIONES botón - pulsando el botón guarda las asignaciones en la base de datos asignaciones . Los cambios realizados a los derechos serán restaurados a sus valores anteriores después de salir del estilo. Para guardar los derechos permanentemente, pulse el botón GUARDAR DERECHOS durante aproximadamente 1 segundo, los derechos guardados serán confirmados por el mensaje "Derechos añadidos".
El botón se activa después de iniciar sesión en la cuenta del operador
ALARMAS, MENSAJES DE ERROR y FALLOS.
Si la máquina no funciona cuando se requiere, es es probable que algo se haya pasado por alto. En este caso, mensajes de error se mostrarán en el panel HMI .
PARADA DE EMERGENCIA - la máquina fue parada por activación del botón PARADA DEEMERGENCIA o de uno de los interruptores de fin de carrera en las cubiertas de protección, para eliminar la razón de esta alarma, compruebe si todas las cubiertas de la máquina y carcasas están correctamente cerradas o gire el seta parada de emergencia interruptor en el sentido de las agujas del reloj (se desbloqueará). A continuación, pulse el botón verde RESET .
BAJA PRESIÓN DE AIRE - no o demasiado baja presión de aire en el sistema neumático . Hay que asegurarse de que la máquina está conectada al sistema de aire comprimido a una presión adecuada nivel, y entonces una presión adecuada en la máquina debe ser ajustada girando la válvula de reducción del sistema de preparación de aire comprimido .
TOO LOWAIR PRESSURE FOR CREASING ROLLS- presión de aire demasiado baja o demasiado alta para hendidos longitudinales. La alarma se borra con el botón RESET .
ERROR SERVO DRIVE - BOARD - señala la aparición de una alarma en el servoaccionamiento del motor de traslación. La alarma se borra con el botón RESET .
ERROR SERVO DRIVE - IZQUIERDA CREASING BEAM - señala la ocurrencia de una alarma en el izquierda servo drive de el creasing beam motor. La alarma se borra con el botón RESET .
ERROR SERVO DRIVE- DERECHA CREASING BEAM - señala la aparición de una alarma en el servo derecho motor de el creasing beam. La alarma se borra con el RESET botón.
ERROR SERVO DRIVE - CREASING ROLLS AND KNIVES - signals the occurrence of an alarm on the servo drive of knives and creases. The alarm is deleted with the RESET button.
ERROR SERVO DRIVE - Cuchilla transversal KNIFE - señala un problema con el servo drive del motor de la cuchilla transversal . La alarma se borra con el botón RESET .
HENDIDO RODILLOS ESPACIADO FALLO - señala un problema con el posicionamiento preciso de los rodillos de hendido en las posiciones ajustadas. La alarma se borra con el botón RESET del panel táctil HMI .
CUCHILLAS ESPACIAMIENTO FALLO - señala un problema con el posicionamiento preciso de las cuchillas longitudinales en las posiciones ajustadas. La alarma se borra con el botón RESET del panel táctil HMI.
ERROR DURANTE REFERENCIANDO O ESPACIANDO EL A LO LARGO DE LA GARRA DE LA HERRAMIENTA - señala un problema con la referenciación o el posicionamiento del longitudinal carro de la herramienta. La alarma se borra con el botón RESET .
ERROR DURANTE REFERENCIANDO O POSICIONANDO LA TRANSVERSAL - indica un problema con referenciando o posicionando de la herramienta transversal . La alarma se borra con el botón RESET .
ERROR DURANTE ORIENTACIÓN O POSICIONAMIENTO DEL RAYO DE CRECIMIENTO - señala un problema con ORIENTACIÓN o posicionamiento del rayo de crecimiento . La alarma se borra con el botón RESET .
AJUSTE GUÍA IZQUIERDA FALLO - señala un problema con el preciso posicionamiento de el limitador en la posición ajustada. La alarma se borra con el botón RESET .
RANURAR CUCHILLOS AJUSTE FALLO - señala un problema con el posicionamiento preciso de los cuchillos ranuradores en la posición ajustada . La alarma se borra con el botón RESET .
ALARMADO CUCHILLAS ERROR - POSICIÓNFINAL POSICIÓN ALCANZADA - señala que la máquina ha alcanzado la posición mínima para las cuchillas de ranurado durante su ajuste. La alarma se borra con el botón RESET .
RANURAR CUCHILLOS ERROR - CREAR HAZ NO REFERIDO - ajuste de el ranurar cuchillos es posible después de que el rayo de hendido haya sido localizado. La alarma se borra con el botónRESET
AJUSTE DELA MÁQUINA FALLO - señala un ajuste erróneo de la máquina para el ciclo de producción. La alarma se borra con el botónRESET
NO SUFICIENTE DE HENDIMIENTO ROLLOS - señala que el número de tipo de hendido longitudinal es insuficiente para una caja determinada.
NO SUFICIENTE DE A LO LARGO DE CUCHILLAS DE CORTE - señala que el número de cuchillas longitudinales es insuficiente para realizar una caja dada .
NO POSIBLE PARA AJUSTAR PARA CREAR ENROLLAR [1...8] - las dimensiones de la caja introducida impedir el espaciado de pliegues en una posición dada debido a la distancia mínima requerida entre las herramientas. Si se produce este mensaje , cambie la orientación de las herramientas o aumente dimensiones de la caja. La distancia mínima entre las herramientas está incluida en el accesorio. La alarma está borrada con el RESET xml-ph-0030@d
AJUSTE POSICIÓN EXTERIOR TRABAJO ZONA - CREAR RODAR [1...8] - señala el ajuste de el pliegue longitudinal en una zona inaccesible . La alarma se borra con el botón RESET
NO POSIBLE PARA AJUSTAR ARRIBA A LO LARGO DE CUCHILLA [1...8] - dimensiones de la caja introducida impedir el espaciado de cuchillas en una posición dada debido a la distancia mínima requerida entre las herramientas. Si este mensaje ocurre, cambiar la orientación de las herramientas o aumentar dimensiones de la caja. La distancia mínima entre las herramientas es mostrado en el adjunto. La alarma es borrado con entonces RESET xml-ph-0030@dee
AJUSTE POSICIÓN FUERA ZONA DETRABAJO - A LO LARGO CUCHILLA [1...8] - señala el ajuste de la longitudinal cuchilla en una zona inaccesible . La alarma se borra con el botón RESET .
CAN'T SETUP CREASING ROLLS - señala un intento de fijar el pliegue longitudinal en una zona inaccesible. La alarma se borra con el botón RESET .
NO PUEDE AJUSTAR A LO LARGO DE CORTE CUCHILLAS - señala un intento de ajustar la cuchilla longitudinal en una zona inaccesible . La alarma se borra con el botón RESET .
DATOSINCORRECTOS PARA LASACCIONES DE CREAR ROLLOS - señala cuando la acción longitudinal es demasiado corta para la longitudinal pliegue. La alarma se borra con el botón RESET .
DATOSINCORRECTOS PARA LASACCIONES DE A LO LARGO DE CUCHILLAS - señala una acción demasiado corta longitudinal para la longitudinal cuchilla. La alarma se borra con el botón RESET .
DATOSINCORRECTOS PARA LASACCIONES DE LA HERRAMIENTA - señala una acción transversal demasiado corta para la herramienta transversal . La alarma se borra con el botón RESET .
NO SEÑAL QUE CUCHILLA TRANSVERSAL ESTÁ EN POSICIÓNABAJO o NO SEÑAL QUE CUCHILLA TRANSVERSAL ESTÁ EN POSICIÓNARRIBA - señala una posición incorrecta de la cuchilla transversal. En orden para eliminar la causa, comprobar suministro de aire al actuador , funcionamiento de el sensor inductivo situado en el actuador y funcionamiento mecánico de el actuador sin suministro de aire a el actuador. La alarma se borra con el botón RESET .
BÚSQUEDA DE ROLLOS Y CUCHILLAS BÚSQUEDA FALLO - se produce una alarma durante la búsqueda procedimiento de pliegues y cuchillas. Compruebe el accionamiento sistema responsable de la separación de pliegues y cuchillas. La alarma es xml-ph-0030@deep
NÚMERO INCORRECTO DE FICHAS A REALIZAR - señala un formato de entrada que es demasiado corto en relación a el formato calculado.
ENTRADA FORMATO DEMASIADOCORTO - señala una entrada formato que es demasiado corto en relación con el formato calculado. La alarma se borra con el botón RESET .
ENTRADA FORMATO DEMASIADO ESTRECHO - señala un formato de entrada que es demasiado estrecho en relación con el formato calculado. La alarma se borra con el botón RESET .
FORMATO DE ENTRADA DEMASIADO LARGO - señala que la longitud de el formato de entrada es superior a 9000 mm. La alarma se borra con del botón RESET .
ENTRADA PLACA DEMASIADO ANCHA - señala que la anchura del formato de entrada es superior a 2400 mm. La alarma se borra con el botón RESET .
HAY HAY PROBLEMA CON CARTÓN MOVIMIENTO - señala la aparición de una alarma cuando el formato se desliza en la máquina . La alarma se borra con el botón RESET .
TABLERO EN EL INTERIOR DE LAMÁQUINA - el mensaje aparece después de pulsar el botón START o el botón HOME (la guillotina homing botón en la ventana SETTINGS ) cuando hay hay una caja de cartón o otro objeto bajo la entrada o salida sensor láser activándolo . La alarma se borra con el botónRESET .
PARADA DE EMERGENCIA ESTÁ PRESIONADO - PANEL DECONTROL HMI o PARADA DE EMERGENCIA ESTÁ PRESIONADO - TRASERA o PARADA DEEMERGENCIA ESTÁ PRESIONADO - LADO DERECHO - los mensajes indican que uno de los interruptores de seguridad en xm La alarma se borra con el botón RESET .
PROTECCIÓN ESTÁ ABIERTA - IZQUIERDA DELANTERA o DERECHA DELANTERA o IZQUIERDA TRASERA o DERECHA TRASERA o IZQUIERDA TRASERA EN LA INFERIO R O IZQUIERDA TRASERA EN LAINFERIOR - un mensaje indica la apertura xml-ph-0031@deepl.i Para reiniciar la alarma , cierre las tapas y pulse el botón RESET .
VENTANA ESTÁ ABIERTA - IZQUIERDA o VENTANA ESTÁ ABIERTA - DERECHA -la apertura de una ventana situada en el lado pared de la máquina. Para reiniciar la alarma, cierre la ventana abierta y pulse el botónRESET .
TRASERO IZQUIERDO SEGURIDAD GUARDIA NO BLOQUEADO o TRASERO DERECHO SEGURIDAD NO BLOQUEADO - señala que la cerradura no está cerrada. Para restablecer la alarma, pulse el botón RESET .
8.0 Mantenimiento
Notas generales
Los operarios de la máquina pueden realizar fácilmente la mayoría de las tareas básicas de mantenimiento y las inspecciones preventivas, ya que la máquina está diseñada y construida para funcionar con un mantenimiento mínimo y reducir así los periodos de parada.
Sin embargo, se recomienda encarecidamente que algunas de las operaciones mencionadas sean realizadas por técnicos de servicio cualificados y experimentados del fabricante (se aplica principalmente a averías de la máquina).
Las actividades complejas de mantenimiento y reparación no deben realizarse sin la autorización previa del propietario o del fabricante.
Se recomienda proporcionar un registro de reparaciones de la máquina donde se anotarán las fechas y los tipos de reparaciones, así como las actividades de mantenimiento preventivo.
Bajo ninguna circunstancia se debe introducir la mano en la máquina sin tomar todas las precauciones necesarias para eliminar el riesgo, cortando todos los suministros eléctricos y de aire.
Especialmente durante las operaciones de mantenimiento o cualquier otra operación manual que pueda ser necesaria durante las inspecciones preventivas, no coloque ninguna parte del cuerpo en zonas de peligro real y previsible antes de eliminar situaciones de emergencia potenciales y previsibles.
 ATENCIÓN: Trabajo realizado en el zonas de alimentación, corte o puntuación sistemas debe sea realizado sólo por personal cualificado personal cualificado y sólo después de tomando todos precaución medidas cautelares. En el sobre mencionó zonas las más altas nivel de potencial lesiones corporales es posible.
ATENCIÓN: Trabajo realizado en el zonas de alimentación, corte o puntuación sistemas debe sea realizado sólo por personal cualificado personal cualificado y sólo después de tomando todos precaución medidas cautelares. En el sobre mencionó zonas las más altas nivel de potencial lesiones corporales es posible.
Todos los operadores de la máquina que realicen actividades de mantenimiento o actividades preventivas deben llevar siempre ropa de protección y botas antideslizantes para limitar el riesgo de resbalones/caídas.
Antes de realizar cualquier trabajo en la máquina , compruebe siempre que los puños estén correctamente abotonados, cerrados alrededor de las muñecas o bien recogidos . El personal debe acordarse siempre de proteger su cabello contra el riesgo de ser arrastrado hacia la máquina por rodillos y correas.
Todas las actividades de mantenimiento o reparación deben ser realizadas sólo por personal cualificado que esté capacitado para interpretar los fallos de la máquina , pueda leer diagramas de sistemas instalados y planos de ingeniería de tal manera que todos posibles procedimientos de desmontaje o montaje conectados con operaciones estándar de mantenimiento se realicen profesionalmente y, lo más de todo, con seguridad.
![]() ATENCIÓN: Caja de interruptores inspección y eléctrico sistemas mantenimiento puede sea realizado sólo por certificado electricistas con validez formación.
ATENCIÓN: Caja de interruptores inspección y eléctrico sistemas mantenimiento puede sea realizado sólo por certificado electricistas con validez formación.
![]() ATENCIÓN: En no circunstancias debe cualquier de el mantenimiento, reparación o preventivo actividades sea realizado cuando la máquina es funcionando o está conectado a un potencia suministro unidad.
ATENCIÓN: En no circunstancias debe cualquier de el mantenimiento, reparación o preventivo actividades sea realizado cuando la máquina es funcionando o está conectado a un potencia suministro unidad.
Programa preventivo, inspección periódica
EN AL COMIENZO DE CADA TURNO DE TRABAJO COMPROBAR SI:
- el espacio de trabajo está limpio, despejado y seguro;
- compruebe la cantidad de impurezas sólidas , fugas, y polvo depositándose en/sobre la máquina y todos sus componentes, si es necesario límpiela con un aspirador o una pistola de aire comprimido ;
- limpie el fondo cuchillos en la encimera;
- compruebe visualmente el cierre de todas las cubiertas de protección ;
- se proporciona suficiente nivel de iluminación a el espacio de trabajo ;
- compruebe la eficacia de los interruptores de seguridad (PARADA DEEMERGENCIA ), los interruptores de fin de carrera que protegen las cubiertas móviles y los cierres de seguridad ;
- Compruebe DESPUÉS 100 HORAS DE TRABAJO de la máquina - o semanalmente:
- fijación correcta y apriete de los tornillos portantes ; compruebe la tensión de correa de transmisión de transporte ;
- limpie el filtro en el conjunto de preparación de aire
- Compruebe DESPUÉS DE 1,000 DE TRABAJO HORAS de la máquina máquina - o cada 3 meses:
- comprobar eficacia de la protección contra descargas eléctricas
- compruebe visualmente el estado de los componentes mecánicos
- apriete todas las uniones atornilladas
- compruebe el estado de el básico contacto elementos (contactores, relés), sustituya elementos por superficies de conexión desgastadas.
9.0 Normas laborales y de seguridad
Las características de seguridad integradas dentro de la máquina están diseñadas para minimizar cualquier fallo y para asegurar que los requisitos de seguridad se cumplen para minimizar el riesgo de lesión manteniendo un un alto nivel de xml-ph-0030@dee
La máquina tiene muchos integrado seguridad de seguridad integradas para la protección de los operadores y demás personal incluyendo:
- temporizador incendio tiempo;
- límite interruptores para detectar abierto/inseguro cubiertas y protecciones;
- cierre de seguridad con a pestillo
- decaimiento fase del sensor;
- cubiertas y protectores a proteger de las partes de la máquina;
- fácilmente accesible EMERGENCIA PARADA DE EMERGENCIA botón instalado en el panel de control principal principal;
- adicional protección sistemas implementados en algoritmo de algoritmo de control para detener la máquina en potencialmente situaciones de peligro;
- la máquina construcción diseñado para proporcionar la máximo nivel de seguridad para sus operadores.
Normas básicas de seguridad
Las cuestiones relacionadas con la seguridad las normas y la evaluación del riesgo potencial derivado del contacto hombre-máquina han sido tratadas a fondo en capítulos anteriores de este manual de servicio en que situaciones similares fueron Sin embargo, la importancia de la seguridad del personal es tan profunda que el Fabricante ha repetido la información una vez más aquí.
- Todos BOXMAT PRO operadores deben estar familiarizados con en general seguridad de seguridad en el lugar de trabajo industrial.
- En para para realizar el óptima y segura máquina óptima y segura, este manual de servicio debe ser leer detenidamente y el sitio usuario es estrictamente aconseja que seguir todos los las instrucciones con especial atención en seguridad y advertencia señales.
- En final legal y financiera responsabilidades para todo y cualquier posibles eventos derivados de ya sea el desconocimiento de el texto de este servicio manual o de seguridad y trabajo normas se encuentra en el comprador. En es COMPLETAMENTE Y ABSOLUTAMENTE OBLIGATORIO a leer y seguir estas instrucciones.
- En la dirección base de el texto texto incluido en este servicio manual y el conocimientos derivados de la página fabricante propio producto tecnología experiencia, el comprador es estrictamente obligado a trabajar en su propio TRABAJO INSTRUCCIONES para su propio operadores de máquinas.
- Cada operador debe leer el texto de este servicio manual antes de realizar cualquier trabajo en trabajo en la máquina y debe leer cualquier TRABAJO DE TRABAJO.
- En no circunstancias debe la máquina máquina ser funcionar por personal sin formación personal no cualificado. La máquina máquina operadores deben ser familiarizados con el sitio salud laboral y seguridad normas, y con a especial atención en la página riesgo creado por la máquina.
- Periódico preventiva inspección de la página incendio protección contra incendios contra incendios debe ser realizado en la página operado máquina. El comprador es totalmente responsable de los preparativos para llevar a cabo dicha inspección
- Según en el fabricante de recomendaciones del fabricante, la máquina debe ser instalada en el entorno industrial únicamente.
- Vida en peligro nivel de alto potencia red tensión de 3 x 480 VAC, 50/60 Hz es suministra a la máquina máquina. Como a resultado, todos los servicio o actividades preventivas deben ser realizarse únicamente por personal bien formado personal con cualificaciones requeridas por la ley.
- BAJO NINGUNA CIRCUNSTANCIAS debe ninguna medidas que lleven a a disminuir la máquina seguridad estado de la máquina (como como bloqueo maestro interruptores o la eliminación de escudos etc.) ser realizado por el comprador o operador
- Cualquier mantenimiento o otras actividades realizadas cuando la máquina está funcionando o cuando en a bajado estándar de máquina protección (mientras los escudos son abiertos o cuando el seguridad interruptores de seguridad están desactivados) debe ser mantenerse a un absoluto mínimo antes de el pleno estado de seguridad.
- BAJO NINGUNA CIRCUNSTANCIAS debe la máquina máquina ser montada, desmontada o transportarse por personal no cualificado personal no cualificado o los que no están familiarizados con el sitio seguridad normas incluido en este servicio manual como el dicho actividades pueden provocar un accidente o pueden convertirse en la causa de pérdidas financieras pérdidas financieras.
- El sitio de la máquina inicial puesta en marcha debe ser realizarse en la presencia y bajo la supervisión de agentes del Contratista.
- El sitio de la máquina prueba de la máquina, implementado siempre antes de la Comprador es entrar en la fase de plena uso de la máquina, deberá ser realizarse únicamente por un persona autorizada autorizado.
- Cualquier cambio de cualquier parte, o uso, de la máquina que es incoherente con que descrito en este servicio manual puede llevar a a la máquina averías o convertirse en la causa de un accidente.
- El sitio parámetros parámetros de trabajo fueron preajustados mediante el Fabricante en el más óptima manera debido a la página rodillos instalados instalados, corte o herramientas de corte y electrónica control electrónicos. Cualquier cambio en la funcionamiento trabajo de la máquina parámetros de trabajo de la máquina sin el Fabricación conocimiento y permiso puede dar lugar a un accidente o un rendimiento.
Condiciones de seguridad para el personal que maneja directamente la máquina
![]() ATENCIÓN: A prevenir serio lesión, it es esencial que todos cubre y guardias son guardado en Lugar a proteger personal de el peligros presente de en movimiento ejes, cuchillas, cuchillos, etc. mientras maneja esta máquina de hacer cajas.
ATENCIÓN: A prevenir serio lesión, it es esencial que todos cubre y guardias son guardado en Lugar a proteger personal de el peligros presente de en movimiento ejes, cuchillas, cuchillos, etc. mientras maneja esta máquina de hacer cajas.
- En es aconseja que todos los y cualquier personal que trabaje en con este o cualquier otra maquinaria debe ser entrenada y equipadas para ofrecer primeros auxilios ayuda asistencia a cualquier persona en en caso de caídas o accidentes.
- El zona que rodea este o cualquier máquina debe no ser bloqueada por ningún obstáculo o residuos producto durante su regular trabajo ciclo como este puede causar tropiezos, resbalones, caídas o otros accidentes.
- En EMERGENCIA PARADA DE EMERGENCIA botón es diseñado para ser pulsado en cualquier momento, especialmente cuando se produce un de emergencia es de emergencia.
- BAJO NINGUNA CIRCUNSTANCIAS debe cualquier partes móviles piezas móviles de la máquina tocar cuando trabajar.
- BAJO NINGUNA CIRCUNSTANCIAS debe cualquier agua a base de agua fuego extintor equipo ser utilizado en o cerca de la máquina. Utilice únicamente con licencia no acuosos agentes contra incendios y protección protección contra incendios contra incendios.
- BAJO NINGUNA CIRCUNSTANCIAS debe ningún guardias o cubiertas ser retirarse durante la máquina trabajo ciclo.
- BAJO NINGUNA CIRCUNSTANCIAS debe los operadores de operadores permanecer en o subir a en los protecciones o cubiertas.
- BAJO NINGUNA CIRCUNSTANCIAS debe los operadores de operadores permanecer en o subir a en los protecciones o cubiertas.
- BAJO NINGUNA CIRCUNSTANCIAS debe ningún aceite, disolvente o otro cáustico o sustancias tóxicas ser permitidas a entren contacto con la máquina.
- BAJO NINGUNA CIRCUNSTANCIAS debe móvil teléfonos móviles ser utilizarse cerca de la máquina directa directa.
- BAJO NINGUNA CIRCUNSTANCIAS debe desnudo llamas ser utilizarse en la máquina directa ambiente.
- BAJO NINGUNA CIRCUNSTANCIAS debe cigarrillos ser fumar en la máquina directa ambiente.
- BAJO NINGUNA CIRCUNSTANCIAS debe alcohol ser consumir en la máquina directo entorno ni debe personal bajo la influencia de alcohol utilizar la máquina.
- BAJO NINGUNA CIRCUNSTANCIAS debe personal consumir comidas en la máquina directa ambiente.
- TI ES ESENCIAL a utilizar TODAS LAS cubiertas y protectores diseñados para la máquina.
- TI ES ESENCIAL que cualquier accidente o máquina averías debe ser notificarse rápidamente a la dirección.
- TI ES ESENCIAL a utilizar adecuado trabajo ropa de trabajo adecuada a limitar la posibilidad de ser engancharse o arrastrado en la máquina.
- ES ESENCIAL a llevar guantes de protección utilizar la máquina.
- ES ESENCIAL en llevar calzado de seguridad antideslizante.
- ES ESENCIAL utilizar pelo para minimizar la posibilidad de ser engancharse o arrastrado en la máquina.
- TI ES ESENCIAL a mantener el suelo alrededor de la máquina limpie y despeje de todos residuos y residuos materiales.
- ES ESENCIAL a utilizar protección auditiva protección auditiva.
- TI ES RECOMIENDA a utilizar la página EMERGENCIA PARADA DE EMERGENCIA botón siempre que es a situación en la que la máquina o el operador son en riesgo.
- Por descuido manipulación de la máquina durante transporte y/o traslado puede provocar a graves lesiones o accidentes.
- Sólo debidamente formado personal en especial de precaución medidas de precaución puede realizar ciertas tareas dentro de la máquina. En estas zonas hay es mayor riesgo de graves lesiones graves.
- En no momento deben operadores subirse la máquina.
- La caja de interruptores puertas deben siempre estar cerradas incluso si la máquina es no en funcionamiento.
- La máquina operadores de máquinas recomienda que trabajen sólo en la página zona de trabajo que se describe en el siguiente dibujo:
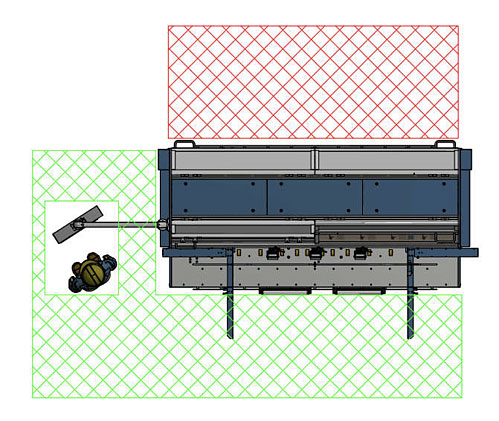
Fig. 42. Límites tolerables de la zona de trabajo durante el ciclo de trabajo realizado por Boxmat PRO. La zona en la que los operadores de la máquina no pueden permanecer y realizar sus tareas en la máquina se marcó con el uso del color rojo - la zona libre alrededor de la máquina no debe ser inferior a 59".
Normas de seguridad en el lugar de trabajo durante las actividades de mantenimiento, reparación y prevención
- BAJO NINGUNA CIRCUNSTANCIAS debe ningún servicio, mantenimiento o preventivo medidas preventivas se emprendidas sin completo desconexión de la red red
- BAJO NINGUNA CIRCUNSTANCIAS debe la máquina máquina ser lubricada, limpiarse o mantenimiento mientras en es en funcionamiento.
- Caja de interruptores y eléctrico sistemas mantenimiento puede ser realizado sólo por personal formado y cualificados cualificados.
- En no circunstancias debe la máquina máquina mantenimiento ser realizado por no cualificado o inexpertos ingenieros que son no están familiarizados con la máquina cableado eléctrico.
- Personal que realiza mantenimiento actividades debe llevar adecuado de protección adecuada.
- En no circunstancias debe el sistema eléctrico sistema ser modificado en ninguna manera.
- En puertas de la página control sistema armario debe ser siempre cerrado y sólo el personal autorizado debe tener acceso a la llave.
Resumen
Adecuado medidas deben ser tomadas durante la máquina funcionamiento de la máquina, su transporte e instalación instalación, y la página reparación, mantenimiento y preventivo rutinas, para prevenir el siguientes situaciones:
- La máquina debe no ser utilizada en cualquier manera que no sea que descrito en en el presente documento;
- La máquina debe no estar conectada eléctricamente con ignorar a las disposiciones incluidas en el presente documento;
- La máquina debe no ser utilizarse inapropiadamente o utilizarse por sin formación personal no formado;
- La máquina debe no ser utilizada con materiales inadecuados inadecuados;
- Debe ser suficiente adecuado mantenimiento;
- Allí debe ser no no autorizados cambios o alteraciones por no cualificado o personal no cualificado;
- No debe no utilizar no originales de repuesto originales;
- Allí debe ser no personal actividades en la ley y/o la normativa aplicables a el lugar de trabajo, como así como las disposiciones incluidas en este manual de servicio.
10.0 Documentación eléctrica
10.1 POTENCIA SUMINISTRO PARÁMETROS - TÉCNICA DATOSAlimentación tensión 3 x 230 VAC; 50/60 Hz
Control tensión 24 VDC
Potencia máxima consumo 5,5 kW
10.2 LISTA DE COMPONENTES ELÉCTRICOS APARATOVéase recinto.
10.3 CABLEADO DIAGRAMAVéase recinto.
11.0 Documentación neumática
11.1. DATOS TÉCNICOS
Presión de trabajo 0,6 - 0,8 MPa
Precisión de filtración 20 μм
Clase requerida de actividad del medio de trabajo
4-4-4 según las normas ISO8573-1
11.2 PRINCIPIO DE FUNCIONAMIENTO
El medio de trabajo el cual es introducido a el sistema con la ayuda de válvula reductora de presión es sujeto a la filtración inicial y luego el procedimiento de reducción debido a el cual él es reducido a xml-ph-0030@deepl.in Luego con la ayuda de válvula de distribución controlada por el sistema electroneumático el medio es entregado a el servomotor adecuado y como un resultado el dicho servomotor es puesto en movimiento. Finalmente, el servomotor movimiento provocará la reubicación de hoja de afeitar debido a lo cual la cola solapa será cortada .
![]() ATENCIÓN: En comprador es fuertemente aconseja a mantener el adecuado 4-4-4 clase de aire limpieza según a Requisitos ISO8573-1 incluso aunque el Fabricante equipado el máquina en el aire comprimido preparación sistema.
ATENCIÓN: En comprador es fuertemente aconseja a mantener el adecuado 4-4-4 clase de aire limpieza según a Requisitos ISO8573-1 incluso aunque el Fabricante equipado el máquina en el aire comprimido preparación sistema.
El sistema arriba mencionado neumático no requiere una extrema cantidad de atención, sin embargo, el usuario está obligado a controlar el nivel de condensación agua en filtro de aire comprimido tanque periódicamente. Si se detecta la presencia de agua , deberá vaciarse . Si se encuentra una cantidad significativa de impurezas sólidas en el tanque , el tanque debe desmontarse , y luego limpiarse con limpiadores adecuados . Después de la limpieza fuera debe ser aireado con aire comprimido y montado de nuevo. La descripción detallada del sistema de aire comprimido puede encontrarse en en parte titulada CONTROLES E INDICADORES DISPONIBLES para el OPERADOR.
11.4. ESQUEMA DEL SISTEMA NEUMÁTICO
Véase recinto.
12.0 Utilización y rotura de máquinas
12.1 NOTAS GENERALESIntroducidos cambios en ley disposiciones o en proceso normas, que no podrían haber sido previstos con anterioridad, pueden convertirse en la causa de utilización y rotura de la máquina. Esta cuestión se aplica también a las piezas sustituidas o reparadas de la máquina y los sistemas. En consecuencia, el comprador es el único responsable de llevar a cabo los procedimientos mencionados de acuerdo con las disposiciones vinculantes de la ley . Debe tenerse en cuenta, , sin embargo, que todas las piezas de la máquina pueden ser completamente recicladas.
12.2 MATERIAL DE DESECHO
Los residuos peligrosos deben ser siempre utilizados por las empresas que se especializan en tratar con este tipo de cuestión sobre una base regular. La lista detallada de tipo de residuos producidos por la máquina en xml-ph-0030@deepl.int
- cartón, cartón ondulado y otros residuos ;
- piezas desgastadas piezas de recambio , que se dividen en tipos de material de con el que se fabrican.
- Todos los residuos materiales derivados de piezas de máquinas sustitución o mantenimiento incluso parcialmente contaminados por grasa no pueden ser desechados junto con los residuos industriales productos.
![]() ATENCIÓN: En es estrictamente prohibido a Lugar peligroso residuos directamente en el residuos contenedores o utilice el municipal colectores de residuos disponer de ello.
ATENCIÓN: En es estrictamente prohibido a Lugar peligroso residuos directamente en el residuos contenedores o utilice el municipal colectores de residuos disponer de ello.
12.3 FASES DE DESMONTAJE PROCEDIMIENTO IMPLEMENTADO para el DESMONTAJE DE MÁQUINAS
- Utilice INTERRUPTOR MAESTRO para apagar la máquina;
- La máquina debe estar colocada en posición estable sobre el suelo .;
- Desconecte la máquina de ambas fuentes de alimentación neumática y eléctrica ;
- Separar de la máquina y desmontar tanto trabajo mesas (si ellos fueron ordenó);
- Desconecte las conexiones flexibles hechas de plástico y caucho, y luego utilícelas con la ayuda de empresas que se especializan en tratar con este tipo de residuos ;
- Desconectar sistemas de cableado y equipos eléctricos y luego utilizarlos con la ayuda de empresas que se especializan en tratar con este tipo de residuos.
- Dividir los residuos metálicos en los de acero y los no férreos y luego romperlos para chatarra con la ayuda de empresas que se especializan en tratar con este tipo de residuos.
13.0 Recintos
Placa de características
14.0 Documentos adicionales de la máquina