
Este manual de instrucciones pretende ser una guía a la hora de utilizar la soldadora 112 Extreme Seam. Para garantizar un rendimiento óptimo de su soldadora, siga con precisión las recomendaciones y especificaciones.
Índice
- Capítulo 1. Uso previsto Uso previsto
- Capítulo 2. Explicación de las advertencias Explicación de las advertencias
- Capítulo 3. Requisitos eléctricos y de aire Requisitos eléctricos y de aire
- Capítulo 4: Principios del sellado térmico
- Capítulo 5: Capturas de pantalla
- Capítulo 6: Ajustes
- Capítulo 7: Mantenimiento
- Capítulo 8: Consejos de soldadura
- Capítulo 9: Documentos adicionales de la máquina
Para obtener más información técnica sobre esta máquina, llame a nuestro Centro de resoluciones al 1-855-888-WELD o envíe un correo electrónico a service@weldmaster.com.
1.0 Uso previsto
La 112 es una soldadora rotativa de aire caliente destinada a termosellar plásticos térmicos soldables como:
- Polipropileno no tejido
- Tejidos laminados de vinilo (PVC)
- Tejidos recubiertos de vinilo (PVC)
- Láminas de vinilo (PVC)
- Tejidos recubiertos de poliuretano (PU)
- Láminas de poliuretano (PU)
- Tejidos recubiertos de polipropileno (PP)
- Polietileno (PE)
- Lámina de caucho termoplástico (TPR)
- Tejidos de caucho termoplástico (TPR)
- Productos extruidos rígidos
El fabricante no aprueba:
- Cualquier otro uso para estas máquinas.
- La retirada de las protecciones de seguridad durante el funcionamiento.
- Modificación no autorizada de las máquinas.
- Utilizar piezas de recambio no homologadas por el fabricante.
 Sólo un técnico debidamente formado puede manejar y/o realizar cualquier operación de mantenimiento rutinario oreparaciones de las máquinas.
Sólo un técnico debidamente formado puede manejar y/o realizar cualquier operación de mantenimiento rutinario oreparaciones de las máquinas.
NOTA: El fabricante no se hace responsable de los daños o lesiones que se produzcan por un uso inadecuado de esta máquina.
2.0 Explicación de las advertencias
En Miller Weldmaster 112 hay varios símbolos de advertencia. Los símbolos sirven para alertar al operador de las zonas potencialmente peligrosas de la máquina. Familiarícese con su colocación y significado.

Precaución: Caliente
El símbolo "Precaución: Caliente" se coloca en una protección cerca de superficies calientes.

Peligro Puntos de pinzamiento
El símbolo "Peligro: El símbolo "Peligro: puntos de pellizco" está colocado cerca de los posibles puntos de pellizco. No coloque ninguna parte del cuerpo cerca de estas secciones de la máquina mientras la máquina esté en funcionamiento.

Precaución: Desenchufe la máquina
El adhesivo "Precaución: Desenchufe la máquina" está colocado cerca de la abertura del armario y de todos los paneles de acceso. Para evitar electrocuciones, la máquina debe estar siempre desconectada antes de abrir la puerta del armario.

Advertencia: Mantenga las manos alejadas
El adhesivo "Advertencia: Mantenga las manos alejadas" está colocada en el conjunto calefactor. Para evitar pellizcos o quemaduras, esté atento en todo momento a la ubicación de sus manos.

Advertencia: Aire a alta temperatura
El adhesivo "Advertencia: Aire a alta temperatura" en el conjunto calefactor.

Precaución: Electricidad
La pegatina "Precaución: La pegatina "Electricidad" se coloca cerca de las zonas que contienen electricidad.
3.0 Requisitos eléctricos y de aire
Advertencia Sólo un electricista cualificado puede conectar la alimentación eléctrica.
Suministro eléctrico
Debido al número de tomas de corriente de diferentes estilos disponibles, no se incluirá el cable. Se recomienda que su electricista instale un cable y un enchufe que sean comparables a su estilo de toma de corriente. Usted puede elegir tener su cable de alimentación conectado a su fuente de alimentación. Se recomienda que su electricista utilice una Caja de Conexiones con un interruptor ON/OFF con protección contra cortocircuitos, tal y como exige el código eléctrico local, para que sea adecuada para la desconexión primaria. El Miller Weldmaster 112 Extreme requiere una de las siguientes fuentes de alimentación. Consulte el esquema eléctrico para saber qué fuente de alimentación necesita su máquina.
- 80 amperios - monofásico - 230 voltios
- 80 amperios - 3 fases - 230 voltios
- 60 amperios - 3 fases - 400 voltios
Tienda Air Supply
Miller Weldmaster 112 Extreme incluye una válvula de suministro de aire en el taller que permite conexiones y desconexiones rápidas al suministro de aire del taller. Debido a la cantidad de conectores de línea de aire de diferentes estilos, no se incluye un conector rápido macho. Deberá seleccionar un enchufe rápido macho con una rosca NPT (National Pipe Thread) de ¼ de pulgada para que coincida con su enchufe rápido hembra. El Miller Weldmaster 112 Extreme requiere los siguientes requisitos de aire de taller:
- Mínimo de 12 cfm a 120 psi
- No superior a 340 litros/min a 8,2 bares
- Un separador de agua y suciedad en línea
Notas de seguridad
No ajuste el material mientras la máquina esté en movimiento. Mantenga las manos, el pelo largo, la ropa suelta y artículos como corbatas alejados de los rodillos tienen puntos de pellizco rodillos para evitar enredos y atrapamientos que pueden atrapar partes del cuerpo o la ropa y causar lesiones graves. Deje espacio suficiente alrededor de la máquina para garantizar un funcionamiento seguro y eficaz. La máquina debe estar inmóvil y las partes móviles bloqueadas antes de realizar cualquier trabajo de limpieza, engrase, ajuste, reparación o mantenimiento en cualquier parte de la máquina. Utilice siempre equipos de protección individual. (EPP) se refiere a la ropa de protección, cascos, gafas u otras prendas diseñadas para proteger el cuerpo del usuario de lesiones.
4.0 Principios del sellado térmico
Aire caliente
El calor necesario para la operación de soldadura se genera eléctricamente mediante dos elementos calefactores situados en el interior de la carcasa del elemento calefactor. La temperatura del aire caliente oscila entre 100 y 1350 grados Fahrenheit o 25 y 730 grados Celsius.
Velocidad
La velocidad de los rodillos de soldadura determina la cantidad de tiempo que el calor se aplica al material que se está soldando. Cuanto más lenta sea la velocidad, más se calentará el material. Cuanto mayor sea la velocidad, menos se calentará el material. Para obtener la mejor soldadura, debe aplicarse una cantidad mínima de calor al material y, al mismo tiempo, lograr una soldadura completa. Un exceso de calor provocará la deformación del material, mientras que un calor insuficiente impedirá que el material se suelde.
Presión
La presión del rodillo de soldadura es el paso final en la creación de una soldadura. La presión del rodillo de soldadura comprime el material calentado y completa el proceso de soldadura.
Resumen
Al termosellar, la combinación correcta de calor, velocidad y presión le permitirá conseguir una costura bien soldada.
5.0 Capturas de pantalla

Desconectar: Conectando este interruptor se conecta y desconecta la electricidad a la máquina.
Parada de emergencia: Al pulsar este botón, la máquina se apagará y será necesario girar y extraer el botón para volver a ponerla en marcha.
Pausa: Al pulsar este botón se detiene el desplazamiento del carro del cabezal.
Restablecer: Pulsando este botón se activará la máquina al arrancar o después de pulsar una parada de emergencia.
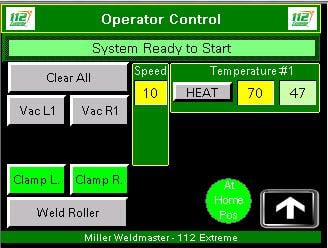
Borrar todo: El propósito de esto es dar un medio más simple para apagar todas las aspiradoras y pinzas de tela tocando un botón.
Vacío Izquierdo: El propósito de esta función es encender o apagar el vacío izquierdo.
Vacío Derecho: El propósito de esta función es encender o apagar el vacío derecho.
Pinza izquierda: El propósito de esta función es abrir o cerrar la pinza izquierda.
Pinza Derecha: El propósito de esta función es abrir o cerrar la pinza derecha.
Rodillo de soldadura: El propósito de esta función es levantar el rodillo de soldadura hacia arriba o hacia abajo.
Velocidad de la Máquina: El propósito de la Velocidad de la Máquina es controlar la velocidad del conjunto del carro durante el proceso de soldadura. El número de velocidad de la máquina es un porcentaje de la velocidad a la que funcionará el carro del cabezal 112 extreme .
Calor: El objetivo de esta función es encender y apagar el calor.
Temperatura SP: El propósito de este cuadro es mostrar el punto de ajuste para la temperatura y también permitir al operador cambiar manualmente la temperatura sin entrar en las recetas.
Temperatura PV: El propósito de esta casilla es mostrar al operador cuál es la temperatura real que se está leyendo en los elementos.
Botón de flecha: Sirve para acceder al panel emergente de controles.
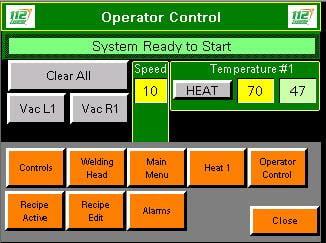
Control: Al pulsar este botón se abre la pantalla de Control.
Cabezal de soldadura: Al pulsar este botón se abre la pantalla del cabezal de soldadura.
Menú principal: Al pulsar este botón se abre la pantalla del menú principal.
Calor 1: Al pulsar este botón, se abren los controles de cada cabezal de soldadura.
Pantalla de receta activa: Muestra todos los parámetros actuales de la receta seleccionada.
Editar receta: Al pulsar este botón se abre la pantalla Editar receta.
Alarma: Muestra las alarmas activas actuales, si las hay.
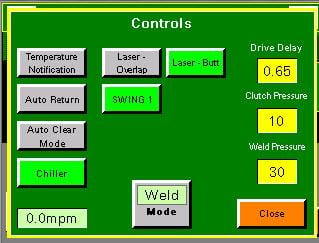
Notificación de temperatura: Cuando se selecciona esta opción, el 112 Extreme notificará al operador para que compruebe la colocación de la boquilla cuando el controlador de temperatura cambie+/- 160 F.
Auto Retorno: Cuando se selecciona esta opción, se pondrá de color verde y el carro volverá por sí solo al alcanzar la posición final.
Modo de limpieza automática: Cuando se selecciona esta opción, se pondrá de color verde y al final de una pasada, al utilizar la posición final, los aspiradores y la pinza de tejido se apagarán.
Enfriador: Enciende y apaga los enfriadores de rodillos de soldadura.
Láser-Solapamiento: El propósito de este botón es cuando se pulsa, se volverá verde y encender el láser de superposición y apagar el láser trasero.
Botón Láser: El propósito de este botón es cuando se presiona, se volverá verde y encender el láser a tope y apagar el láser de solapamiento.
Soldar/Cortar: En esta casilla, si aparece soldar, el 112 extreme está en modo soldadura. Tocando la casilla cambiará el modo a corte y el 112 estará en modo corte.
Oscilación: Cuando se selecciona esta opción, se vuelve verde y la tobera gira hacia dentro. Si no se selecciona Swing, la boquilla no girará hacia dentro al pulsar el botón de inicio.
Retardo de accionamiento: El propósito del retardo de accionamiento es detener temporalmente el rodillo de soldadura y permitir que la boquilla de aire caliente gire hasta su posición. Si el retardo de accionamiento está ajustado a un valor alto, hará que el material se queme al principio. Si el retardo de accionamiento está ajustado a un valor bajo, dejará un punto sin soldar al principio.
Presión del embrague: El propósito de la presión del embrague es variar la cantidad de fuerza de accionamiento sobre el rodillo de soldadura. Esto ayuda a eliminar cualquier arruga del material. Aumentar la presión del embrague permitirá que el rodillo de soldadura gire más rápido en relación con la velocidad del carro del cabezal. Disminuir la presión del embrague hará que el rodillo de soldadura gire más lentamente que el carro del cabezal.
Presión de Soldadura: El propósito de la Presión de Soldadura es variar la cantidad de presión neumática entre el rodillo de soldadura y la pista de soldadura.
Modo: Esto cambiará entre soldadura y corte.
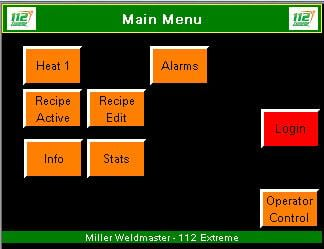
Calor 1: Al pulsar este botón, se abren los controles del cabezal de soldadura seleccionado.
Alarmas: Muestra las alarmas activas actuales, si las hay.
Pantalla Receta activa: Muestra todos los parámetros actuales de la receta seleccionada.
Editar receta: Al pulsar este botón se abre la pantalla Editar receta.
Información: Pulsando este botón accederás a la pantalla de información.
Estadísticas: Si pulsas este botón, accederás a la pantalla de estadísticas.
Pantalla de control del operador: Esta es la pantalla principal que utilizará el operador. Esta es la pantalla en la que se iniciará la máquina.
Inicio de sesión: El botón de Configuración de Mantenimiento llevará al operador a la pantalla de Configuración de Mantenimiento. Para entrar en esta pantalla, se pedirá al operador que introduzca un nombre de usuario y una contraseña. Nombre de usuario: TECH Contraseña: 1234. Esta pantalla llevará al operador a una pantalla similar a la de Configuración del Operador. La diferencia es que la pantalla de Configuración de Mantenimiento permitirá al operador sintonizar el controlador de temperatura, cambiar el idioma y ajustar la velocidad de marcha de la cortadora y de retorno.

Temperatura SP: El propósito de este cuadro es mostrar el punto de ajuste para la temperatura y también permitir al operador cambiar manualmente la temperatura sin entrar en las recetas.
Temperatura PV: El propósito de esta casilla es mostrar al operador cuál es la temperatura real que se está leyendo en los elementos.
Banda de Alarma: Es un número que puede ser ajustado por el operador tocando y si la temperatura cambia +/- el ajuste se mostrará un aviso en la pantalla.
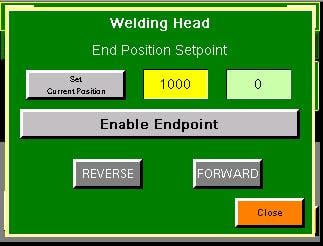
Fijar Posición Actual: Esto fijará el punto de hasta dónde se desplazará el cabezal de soldadura.
Punto de ajuste: Es la distancia que recorrerá el cabezal de soldadura.
Actual: Es la posición en la que se encuentra actualmente la cabeza.
Habilitar punto final: Con esta opción activada se habilitará el punto final del cabezal de soldadura.
Marcha atrás: Desplaza el cabezal de soldadura en sentido inverso.
Hacia delante: Desplaza el cabezal de soldadura hacia delante.

Receta #: El número de la receta actual.
Nombre de la receta: El nombre de la receta actual.
Weld Unit #: Este es el punto de ajuste de temperatura al que estamos ajustando cada cabezal de soldadura.
Velocidad %: Controla la velocidad global de la máquina. Este es el control maestro de velocidad.
Presión del embrague: El propósito de la presión del embrague es variar la cantidad de fuerza de accionamiento sobre el rodillo de soldadura.
Presión de Soldadura: El propósito de la Presión de Soldadura es variar la cantidad de presión neumática entre el rodillo de soldadura y la pista de soldadura.
Retardo de accionamiento: Es la cantidad de tiempo entre el inicio de su cabezal de soldadura, y las boquillas para girar en antes de que el cabezal de soldadura se iniciará.
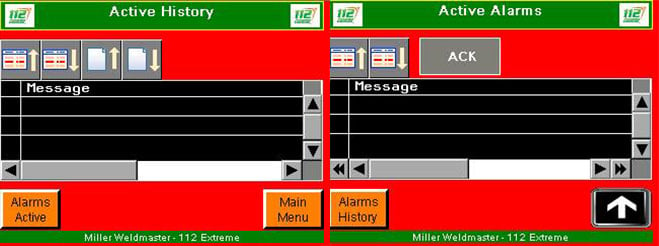
Pantalla de alarmas activas: Muestra las alarmas activas actuales, si las hay.
Confirmar: Este botón se utiliza para confirmar cualquier alarma activa.
Historial de alarmas: Se utiliza para consultar todas las alarmas antiguas que haya tenido la máquina.
6.0 Ajustes
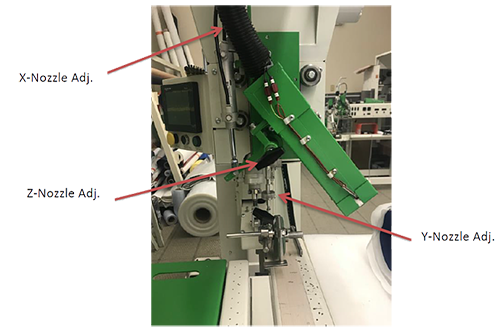
Ajuste de la boquilla
La colocación de la boquilla es un componente clave en el termosellado. Una boquilla colocada correctamente estará centrada en el rodillo de soldadura aproximadamente a ¼ de pulgada y tendrá un ligero silbido durante el proceso de soldadura. Cuando sea necesario realizar un ajuste, gire el control de velocidad a una posición baja. Realice el ajuste y compruebe la colocación de la boquilla accionando el interruptor de arranque. Recuerde que la colocación de la boquilla cambiará al soldar a diferentes temperaturas . Compruebe la colocación cuando la temperatura cambie más de 160 grados C.
1. Ajuste de la tobera X - La tobera X
El ajuste permite ajustar la boquilla de aire caliente a la izquierda y a la derecha. El ajuste adecuado de la boquilla X dejará la boquilla de aire caliente centrada en el rodillo de soldadura.
2. Ajuste de la boquilla Y - La boquilla Y
El ajuste permite afinar la boquilla de aire caliente hacia arriba y hacia abajo. El ajuste adecuado de la boquilla en Y dejará la boquilla de aire caliente dirigida a el punto de pinzamiento del rodillo de soldadura y la pista de soldadura. Deberá escucharse un silbido cuando el aire de la boquilla golpee este punto de pinzamiento.
3. Ajuste de la boquilla Z - La boquilla Z
El ajuste permite afinar la boquilla de aire caliente hacia dentro y hacia fuera. El ajuste adecuado de la boquilla Z dejará la boquilla de aire caliente a una distancia aproximada de ¼ a ½ pulgada del punto de pellizco .
4. Ajuste de la boquilla Acabado
Cuando haya terminado, la boquilla de aire caliente debe colocarse en el centro del rodillo de soldadura de izquierda a derecha, de 1/4 a 1/2 pulgada del punto de pinzamiento del rodillo de soldadura y la pista.
 Atención. Al ajustar los láseres, no mire directamente a la fuente láser. Tenga cuidado al calibrar los láseres.
Atención. Al ajustar los láseres, no mire directamente a la fuente láser. Tenga cuidado al calibrar los láseres.
Alineación láser
Línea láser doble
1.Encienda el aparato.
2. Deje el interruptor de calor en la posición OFF. 3. Cargue un poco de tela de muestra (la blanca es la mejor) bajo la pinza de tela y extiéndala hasta el final de la máquina.
3. Encienda los aspiradores izquierdo y derecho.
4. Coloque el rodillo de soldadura en la posición ABAJO y alinee el borde interior del rodillo de soldadura con el borde de la primera fila de orificios de vacío de la pista de soldadura por vacío.
5. Gire el control de velocidad a una velocidad de 20.
6. Utilizando un bolígrafo, colóquelo en el borde interior del rodillo de soldadura, donde debería estar el láser. Repita para la línea láser exterior.
7. Pulse el botón START y bordee el rodillo a lo largo de la pista de soldadura.
8. Si es necesario, realice el primer ajuste aflojando el pomo de montaje del láser para calibrar el láser hacia dentro y hacia fuera hasta la línea trazada. Cuando esté satisfecho, apriete el pomo de montaje del láser.
9. Si es necesario, realice el segundo ajuste aflojando la perilla de montaje del láser y calibre el láser girando la parte superior del mismo. Esto girará la línea láser. 10. Cuando esté satisfecho, apriete la perilla de montaje del láser.
Costura a tope
1. Coloque el interruptor láser en el modo de costura a tope.
2. Mueva el rodillo de soldadura de forma que el borde quede contra el láser, teniendo en cuenta que la línea del láser doble se ha ajustado correctamente y que la tela con las líneas del lápiz permanecen en su sitio. 3. Mida hasta el punto medio del láser doble haciendo una marca en este punto. Mueva el borde del rodillo de soldadura a esta marca y apriete. Siga el paso 7 de los anteriores. Alinee el láser.
Ajustes de la guía
Soldadura de un dobladillo: La guía del dobladillo necesita estar de 1/16 a 1/8 de pulgada fuera del riel y alineada perpendicularmente al riel. El exterior de la guía necesita ser ajustado al exterior del rodillo de soldadura. Después de hacer una prueba si hay una bolsa en el dobladillo mueva la guía lejos del operador.
- Ajuste la máquina a la configuración deseada e instale la guía de dobladillado en la máquina.
- Alinee la guía del dobladillo de forma que el borde exterior quede alineado con el borde del rodillo de soldadura.
- Por lo general, la presión del embrague debe ajustarse a un valor más alto cuando se suelda un dobladillo.
- No tire de la tela hacia los lados cuando la introduzca en la guía para dobladillos, enrolle la tela en la guía. Si tira de la tela hacia los lados, quedará tensa y se enrollará en la guía .
1. Instale la guía del dobladillo.
2. 2. Deslice el borde del material a través de la guía pellizcando el material sobre sí mismo.
3. Asegúrese de que está a escuadra con el borde.
4. Mientras pellizca, deslice el material bajo el rodillo de soldadura.
5. Ponga el rodillo de soldadura hacia abajo y luego la abrazadera.
6. Tire del material, asegúrese de que el material entre la rueda y la guía está apretado para que la boquilla gire libremente.
7. Pulse Start y sujete el material contra el lado derecho de la guía.
8. Si es necesario, aumente un poco la presión del embrague para ayudar a mantener el material en la guía.
9. Cuando termine la ejecución, pulse Retorno (si el retorno automático no está activado).
10. Levante la abrazadera.
11. Compruebe la soldadura.
12. No necesita vacío.
Soldar un dobladillo con cuerda: Soldar un dobladillo con cuerda es lo mismo que soldar un dobladillo recto, salvo que se añade cuerda a través del ojal de cuerda o se deja un hueco para el bolsillo abierto.
1. Instale el dobladillo y la guía de cuerda.
2. Deslice la cuerda por la guía.
3. 3. Deslice el borde del material a través de la guía pellizcando el material sobre sí mismo.
4. Asegúrese de que está a escuadra con el borde.
5. Mientras pellizca, deslice el material por debajo del rodillo de soldadura manteniendo la cuerda a la izquierda de la rueda.
6. Ponga el rodillo de soldadura hacia abajo, asegúrese de que la rueda no está en la cuerda, luego ponga la abrazadera hacia abajo.
7. Tire del material con fuerza, asegúrese de que el material entre la rueda y la guía esté apretado para que la boquilla gire libremente.
8. Pulse Start y sujete el material contra el lado derecho de la guía.
9. Si es necesario, aumente un poco la presión del embrague para ayudar a mantener el material en la guía.
10. Cuando haya terminado con la ejecución, pulse retorno (si el retorno automático no está activado).
11. Levante la abrazadera.
12. Comprobar soldadura.
13. No necesita vacío.
Soldar un solapamiento
- La guía de solapamiento debe ser lo suficientemente alta para que la boquilla pueda girar y no golpee la parte inferior de la guía. La guía también debe estar perpendicular al carril.
- La guía de solapamiento se utiliza para controlar la posición exacta del panel de tejido superior que se está soldando. La guía controla la posición final del panel de tejido superior.
- La guía se alineará con el borde del rodillo de soldadura.
1. Coloque la parte inferior del panel a soldar debajo de la abrazadera derecha 1/4 - 3/8 de pulgada, alineando el borde con la línea láser interior.
2. Encienda la aspiradora derecha (cubra la vía no utilizada con un imán).
3. Alise el panel en vacío y compruebe la alineación con la línea láser.
4. Coloque la parte superior del panel a soldar debajo de la abrazadera izquierda 1/4 - 3/8 de pulgada, alineando el borde con la línea láser exterior.
5. Rodillo de soldadura inferior.
6. Instale la guía de solapamiento.
7. Encienda la aspiradora izquierda (cubra la vía no utilizada con un imán).
8. Alise el panel en vacío y compruebe la alineación con la línea láser (1/4 de pulgada por encima).
9. Presione start y sujete el material en la guía con cuidado de no estirarlo.
10. Cuando haya terminado con la ejecución, pulse retorno (si el retorno automático no está activado).
11. Apague los aspiradores izquierdo y derecho.
12. Levante las abrazaderas.
13. Compruebe la soldadura.
Soldadura de una tronera
- La guía de bolsillo debe ser lo suficientemente alta para que la boquilla no golpee la parte inferior de la guía . También tiene que ser perpendicular a la pista.
- La guía de bolsillo se utiliza para soldar los bolsillos de poste. La guía se utiliza para controlar la posición exacta de la solapa superior de material.
- Cuando se suelda una cavidad de 3 pulgadas o más, normalmente se pueden utilizar los ajustes de solapamiento. Si es inferior a 3 pulgadas, será necesario aumentar la velocidad para reducir la cantidad de calor, ya que el calor quedará atrapado.
- No tire de la tela hacia los lados o hacia atrás cuando sujete la tela en la guía de bolsillo, simplemente sujete la tela con muy poca presión contra la guía. Si tira de la tela hacia los lados, quedará tensa y se enrollará en la guía. Si tira de la tela hacia atrás, puede estirarse y dejar arrugas.
1. Coloque el panel a soldar debajo de las abrazaderas 1/4 - 3/8 de pulgada, alineando el borde del panel en la canaleta a tamaño deseado de la cavidad.
2. Encienda la aspiradora derecha (cubra la vía no utilizada con un imán).
3. Tire del panel y compruebe la alineación del borde con el tamaño de bolsillo deseado.
4. Levante la abrazadera izquierda.
5. Doble el lado del borde bajo las abrazaderas y el rodillo de soldadura.
6. Alinee el borde con el láser derecho asegurándose de que el panel está a escuadra bajo el rodillo.
7. Baje el rodillo de soldadura y la pinza.
8. Instale la guía de bolsillo.
9. 9. Pulse Start y sujete el material contra el lado derecho de la guía.
10. Cuando haya terminado con la ejecución, pulse retorno (si el retorno automático no está activado).
11. Apague la aspiradora derecha.
12. Levante las abrazaderas.
13. Retire la guía de bolsillo.
14. Compruebe la soldadura.
Cintas de soldadura
1. Instale la cinta ajustable o la guía de cinta en la máquina.
2. Ajuste la guía a la anchura correcta de su cinta.
3. Asegúrese de que el rodillo de soldadura y la boquilla no toquen la guía. También es necesario ajustar la guía paralela a la rueda.
Guía de cinta para costuras a tope
1. La guía de la cinta de costura a tope se utiliza para guiar y colocar correctamente la cinta al realizar la costura a tope.
2. La guía de la cinta de costura a tope es ajustable para varios anchos de cinta. Asegúrese de que las dos partes ajustables de laguía están alineadas y tienen el mismo ancho.
Ajustes del rodillo de soldadura
1. El rodillo de soldadura está situado en el cabezal de soldadura móvil.
2. La finalidad del rodillo de soldadura es comprimir el material calentado produciendo la costura soldada y conducir o alimentar el tejido a través del sistema.
3. El rodillo de soldadura siempre tiene que estar alineado en el borde de los orificios de vacío más cercanos al lado del operador de la pista de soldadura.
Intercambio de rodillos de soldadura
1. Afloje el perno del collarín de sujeción del rodillo de soldadura.
2. Deslice el rodillo de soldadura fuera del eje del rodillo de soldadura.
3. Deslice el nuevo rodillo de soldadura en el eje del rodillo de soldadura.
- Alinee el rodillo de soldadura en el centro de los láseres.
- Dependiendo del tamaño del rodillo de soldadura puede ser necesario reajustar los láseres. (Ver ajuste del láser)
4. Alinee la boquilla de aire caliente con el nuevo rodillo de soldadura. (Ver alineación de la boquilla).
5. Cuando se cambia a diferentes tamaños de rodillos de soldadura, es necesario cambiar la boquilla para que coincida con el rodillo de soldadura.
Intercambio de boquillas de aire caliente
1. Apague la calefacción y la alimentación.
2. Una vez que la máquina se haya enfriado correctamente, afloje la abrazadera de la boquilla.
3. Sujete la boquilla con unos alicates, ya que puede estar demasiado caliente para tocarla.
4. Retire el conjunto de boquilla de aire caliente y abrazadera de boquilla.
5. Coloque la nueva boquilla de aire caliente en el conjunto de abrazaderas de la boquilla y colóquelas en la carcasa del elemento doble .
6. Apriete ligeramente la abrazadera de la boquilla.
7. Es muy importante alinear la punta de la boquilla de aire caliente de forma que quede centrada y a escuadra en el rodillo de soldadura y que la punta de la boquilla quede a escuadra con la pista inferior.
8. 8. Vuelva a conectar la alimentación.
- Ponga la velocidad a cero. HAGA ESTO SÓLO SI LA MÁQUINA NO ESTÁ SOLTANDO AIRE CALIENTE. A continuación, pulse Start para colocar la boquilla en posición de soldadura; el carro no se moverá para facilitar el ajuste. Coloque la punta de la boquilla de forma que quede alineada en escuadra con el rodillo de soldadura y el carril inferior. Bloquee la abrazadera de la boquilla con unos alicates.
- Con la boquilla cuadrada, suba la velocidad al ajuste deseado. Vuelva a conectar la potencia calorífica y deje que la máquina se caliente hasta alcanzar la temperatura deseada.
- Ver ajuste de la boquilla.
Ajuste del cilindro del rodillo de soldadura
- La presión sobre el rodillo de soldadura se crea a partir del cilindro neumático utilizado para recoger o depositar el rodillo de soldadura.
- La presión en el rodillo de soldadura se regula y se muestra en el panel de control. La presión debe ajustarse como mínimo a 10 libras. Si la presión no está ajustada, el cilindro no funcionará correctamente.
- La velocidad de subida y bajada del rodillo de soldadura puede ajustarse mediante las válvulas dosificadoras situadas en el lateral del cilindro de aire.
Ajuste del cilindro de oscilación de la boquilla
- La boquilla de aire caliente se coloca o se retira automáticamente de la posición mediante el cilindro de aire de oscilación de la boquilla.
- Si la boquilla de aire caliente oscila demasiado deprisa o demasiado despacio, la velocidad de oscilación se controla mediante las válvulas dosificadoras de caudal de aire situadas en el lateral del cilindro de aire. Si se giran los tornillos hacia dentro, la velocidad de oscilación disminuirá, mientras que si se giran hacia fuera, la velocidad aumentará.
- La boquilla de aire caliente debe estar centrada con el rodillo de soldadura.
Ajuste de la cuchilla
- Si la máquina está equipada con el láser de costura a tope. Alinee la cortadora a esta línea láser. Si la máquina no tiene esta opción, Alinee el cortador al láser de solapamiento interior.
- Primero, mueva la cortadora a la posición inicial. La cortadora debe ajustarse a escuadra en la abrazadera de montaje, de modo que cuando se baje la cortadora, el pie se asiente a escuadra en la pista. A continuación, apriete los cuatro tornillos. Sin embargo, no los apriete en exceso, ya que podría cortar el flujo de aire en el interior de la cortadora y hacer que ésta no funcione.
- En segundo lugar, la pinza de corte se fija a la máquina. Esto controla el ajuste de lado a lado y el ángulo del pie de corte. El pie de corte debe estar ligeramente inclinado, levantando la parte posterior del pie ligeramente de la pista. Si la inclinación es excesiva, la cuchilla se clavará en el carril. La cortadora debe deslizarse a izquierda o derecha para alinear el pie con la línea láser. Apriete los cuatro tornillos y realice un corte de prueba. Determine si la cortadora está cortando sobre la línea láser. Si no es así, mueva la cortadora a izquierda o derecha hasta que corte sobre la línea. Recuerde que el ángulo del pie puede moverse cada vez que la cortadora se desliza a la izquierda o a la derecha.
- En caso de que la cuchilla caiga demasiado pronto o demasiado tarde. Acceda a la página de mantenimiento y ajuste la longitud de la cuchilla.
Ajustes del microinterruptor
En esta página se detalla cada uno de los microinterruptores y sensores de Miller Weldmaster 112 Extreme .
- Final de carrera por rebase: El propósito de este interruptor es detener el carro del cabezal de más de recorrido. *Nota: Este interruptor iniciará la Parada de Emergencia y tomará energía y aire de la máquina.
- Interruptor de Ralentización de Vuelta a Casa: El propósito de este interruptor es ralentizar el carro del cabezal al volver a la posición inicial.
- Interruptor de seguridad de la cuchilla: El propósito de este interruptor es asegurar que el cortador esté en la posición hacia arriba para volver a la posición inicial.
Sensores de posición
- Sensor de posición inicial: El propósito de este sensor es indicar al sistema que el carro del cabezal está en la posición inicial, listo para funcionar.
- Sensor de Posición del Cortador: El propósito de este sensor es indicar al sistema que el carro del cabezal está en la posición para cortar.
- Sensor de Límite de Avance: El propósito de este sensor es detener el movimiento hacia delante del carro del cabezal .
Advertencia Sólo un técnico cualificado puede realizar el mantenimiento de esta máquina. Puede tratarse de un representante de Miller Weldmaster o de alguien formado por un representante de Miller Weldmaster .
 ¡Atención! Esta máquina debe desconectarse de su fuente de alimentación antes de cualquier puede comenzar el mantenimiento.
¡Atención! Esta máquina debe desconectarse de su fuente de alimentación antes de cualquier puede comenzar el mantenimiento.
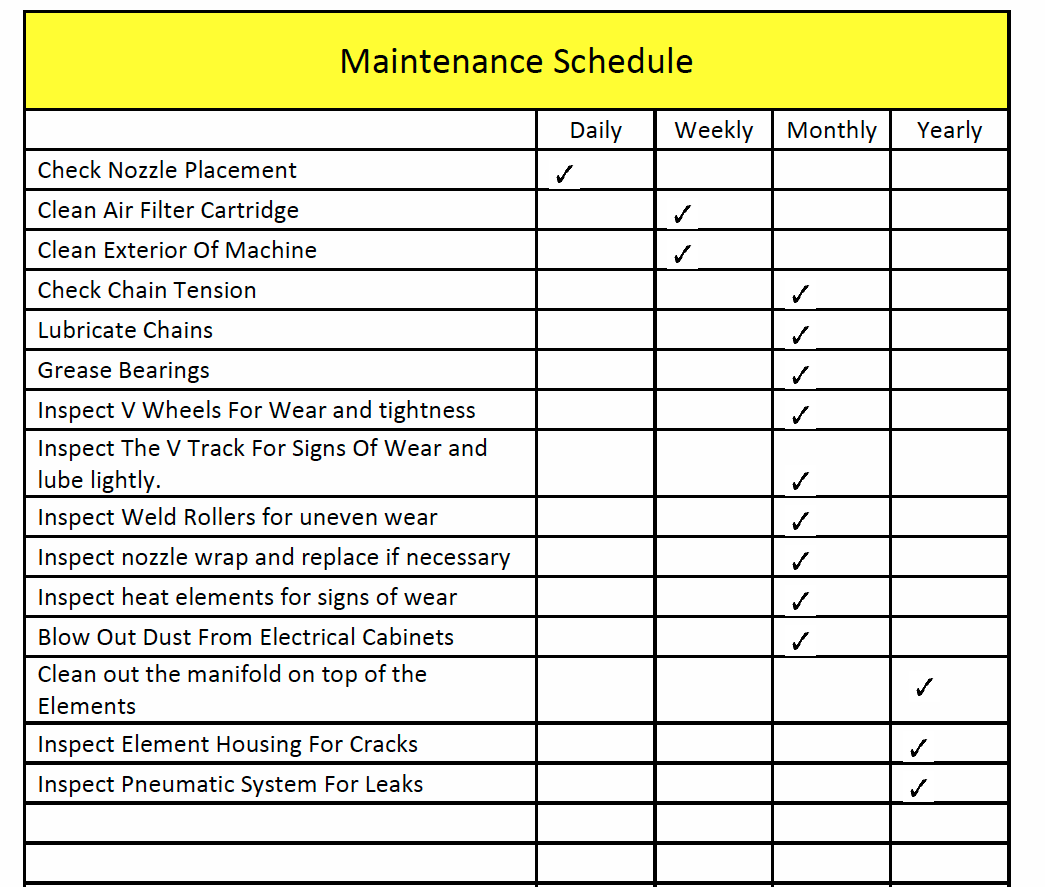
Mantenimiento
- Cartucho de filtro de aire: El Miller Weldmaster 112 Extreme tiene un Compresor de Aire que suministra flujo de aire a los elementos de calor. Es necesario limpiar y cambiar periódicamente el cartucho del filtro de aire para mantener un flujo de aire suficiente. Un flujo de aire insuficiente o cualquier impureza en el flujo de aire acortará la vida de los elementos térmicos.
- Limpie el cartucho del filtro de aire cada semana: Si las condiciones circundantes en su área de producción no son limpias, se recomienda limpiar el Cartucho Filtrante de Aire dos veces por semana.
Sustitución de componentes
- Elementos calefactores: Los elementos calefactores utilizados por la máquina 112EX están clasificados para 1000 horas de uso a 1000 grados F (537 grados C). Aunque es posible prolongar la vida útil de los elementos calefactores con un mantenimiento adecuado, 1000 horas es el promedio. Si los elementos térmicos fallan prematuramente, póngase en contacto con un representante de Miller Weldmaster antes de sustituirlos.
- Cadenas: La máquina 112EX tiene varias cadenas que se utilizan para accionar los rodillos de soldadura. Aunque no es un elemento de alto mantenimiento, las cadenas deben inspeccionarse una vez al mes para asegurarse de que no haya corrosión excesiva, óxido o suciedad. Inspeccione también si están flojas o flojas. Si es necesario, lubrique las cadenas una vez al mes con aceite para engranajes 80w - 90w.
Ajuste del rodillo de soldadura de la unidad superior y de la cadena de transmisión del embrague
- Unidad superior: Cuando apriete la cadena de la unidad superior, debe comprobar si el rodillo de soldadura tiene holgura. El rodillo de soldadura sólo debe moverse hacia adelante y hacia atrás 1/8 de pulgada. Afloje la tuerca del perno tensor. Una vez aflojada la tuerca gire el perno en el sentido de las agujas del reloj hasta que el rodillo de soldadura no se mueva. Gire el perno tensor en sentido contrario a las agujas del reloj hasta que el rodillo de soldadura alcance el juego de 1/8 de pulgada.
- Cadena larga: El ajuste de la cadena larga se encuentra directamente detrás de la unidad superior, donde ésta se fija a el poste del cabezal. Ajuste la cadena ajustando los tornillos de fijación de los bloques de cojinetes que sujetan la unidad superior . Ajustando hacia abajo los tornillos de fijación la cadena se tensará. Si ajusta los tornillos hacia arriba, la cadena se aflojará .
- Cadena principal del embrague: La cadena principal del embrague debe estar un poco floja. Quite la tapa del lateral del cabezal . Ajuste la cadena aflojando los soportes del piñón loco. Habrá 2 piñones locos. La cadena debe separarse del piñón loco aproximadamente3/16 de pulgada, pero no lo suficiente como para salirse de los dientes . Si la cadena está demasiado tensa, el embrague no funcionará correctamente.
Cambio del termopar
El Moduline utiliza un termopar para leer la temperatura del aire justo antes de que llegue a la boquilla. La esperanza de vida típica de un termopar varía. El termopar debe ser reemplazado si la máquina no mantiene una temperatura constante de +/- 2 Grados F (+/- 1 Grado C) o los elementos de calor se queman prematuramente.
Advertencia Sólo un técnico cualificado puede realizar el mantenimiento de esta máquina. Puede tratarse de un representante de Miller Weldmaster o de alguien formado por un representante de Miller Weldmaster .
¡Atención! Esta máquina debe desconectarse de su fuente de alimentación antes de cualquier puede comenzar el mantenimiento.

1. Coloque el disyuntor en la posición de apagado.

2. Desconecte el cable de alimentación de la fuente de alimentación. Si el cable de alimentación está conectado a la fuente de alimentación, desconecte la alimentación en la caja de conexiones.

3. Desconecte los 2 cables del termopar.

4. Retire la boquilla de aire caliente aflojando la abrazadera.

5. Retire los soportes de los cables del termopar.

6. Retire la cubierta inferior y parte del aislamiento de fibra de vidrio de la carcasa del elemento.

7. Con una llave de 7/16, afloje y retire con cuidado la tuerca del termopar.

8. Instale el nuevo termopar con todos los espaciadores en la secuencia mostrada. Asegúrese de que el termopar está insertado hasta el fondo.
9. Apriete la tuerca del termopar.
10. Vuelva a colocar el aislamiento de fibra de vidrio y la tapa inferior con tornillos tapa inferior con tornillos.
11. Instale ambos soportes del cable del termopar.

12. Instale la boquilla y la abrazadera. Asegúrese de instalar la abrazadera con el lado ranurado hacia arriba.

13. 13. Conecte los cables del termopar. Si la temperatura comienza a leerse al revés, voltee los cables.
Cambio de los elementos calefactores
Los elementos calefactores utilizados por la máquina Miller Weldmaster están clasificados para 1000 horas de uso a 1000 grados F (537 grados C). Aunque es posible alargar la vida útil de los elementos calefactores con un mantenimiento adecuado, 1000 horas es la media. Si los elementos térmicos fallan prematuramente, póngase en contacto con un representante de Miller Weldmaster antes de sustituirlos. Se recomienda cambiar ambos elementos aunque sólo se queme uno.
1. Coloque el disyuntor en la posición de apagado.
2. Desconecte el cable de alimentación de la fuente de alimentación. Si el cable de alimentación está conectado a la fuente de alimentación, desconecte la alimentación en la caja de conexiones.
3. Desconecte los 2 cables del termopar.
4. Retire los soportes de los cables del termopar.

5. Retire la cubierta superior de la carcasa del elemento y deslícela hacia fuera.

6. Retire los 2 trozos de aislamiento entre los cables y el divisor de aire de aluminio.

7. Retire los 4 cables de los elementos térmicos.

8. Afloje los 4 tornillos que fijan el divisor de aire de aluminio.

9. Retire el divisor de aire de aluminio.

10. Retire con cuidado los elementos térmicos de la carcasa de los elementos.
NOTA: Inspeccione cada elemento en busca de fragmentos rotos de vidrio o alambre. Cualquier fragmentos estarán en la carcasa del elemento doble o en la boquilla. Estos fragmentos deben ser removidos antes de instalar nuevos elementos.
11. Instale con cuidado 2 elementos térmicos nuevos en el alojamiento del elemento doble.
12. Instale el divisor de aire de aluminio.

13. Conecte los cuatro cables a los elementos. Asegúrese de que los cables #1 y #3 se conectan a un elemento, y los cables #2 y #4 se conectan al otro elemento.
14. Inserte las 2 piezas de aislamiento entre los cables y el divisor de aire de aluminio.
15. Deslice de nuevo la cubierta superior sobre la carcasa del elemento calefactor. Asegúrese de pasar las conexiones del termopar por el orificio superior.

16. Instale los 3 tornillos de chapa en la parte superior de la carcasa del elemento calefactor.
17. Conecte los cables del termopar. Si el controlador de temperatura empieza a leer al revés, invierta los cables.
8.0 Consejos de soldadura
NOTA: La máquina debe tener al menos 90 psi de presión de aire con el fin de Restablecer el poder.
Pérdida de temperatura de soldadura
- Los elementos térmicos pueden estar quemados, compruebe el número de horas de los elementos térmicos. Las resistencias tienen una vida útil de 1000 horas a 73ºC.
- El termopar puede estar quemado o los cables sueltos.
- Compruebe las conexiones de los cables a cada elemento calefactor.
- Mala conexión eléctrica en la línea de alimentación de la máquina.
Los cilindros de aire no funcionan
- Compruebe la presión de aire. Debe ser de 90 PSI entrando en la máquina.
- Hay que ajustar la válvula del contador del cilindro.
- Compruebe la presión de aire y la tensión de la electroválvula.
- Si tienes presión de aire y voltaje, el solenoide está mal.
Cortador
- La cortadora no corta en la línea láser.
- Hay que ajustar el cortador.
- Hay que ajustar los láseres.
- El cortador no se enciende.
- No hay presión de aire en el cortador.
- La cuchilla no baja a la pista o baja demasiado rápido.
- Hay que ajustar la válvula dosificadora del carro de corte.
- Cortador golpeando pinza.
- El sensor para la posición inicial de la cortadora necesita ser ajustado. (Ver micro interruptores, ajustes del sensor)
- La cortadora pierde aceite.
- Hay que ajustar el engrasador del cortador.
Boquilla de aire caliente
- La boquilla golpea la abrazadera.
- El carro del cabezal ha retrocedido demasiado. (Ver microinterruptores, sensores)
- La boquilla golpea la pista, el rodillo de soldadura o la guía.
- Es necesario ajustar la boquilla (ver ajuste de la boquilla).
- La guía debe ajustarse hacia arriba.
- La boquilla se mueve cuando se activa para soldar.
- Abrazadera de la boquilla suelta (ver ajuste de la boquilla).
La costura sólo está soldada por un lado
- Es necesario ajustar la punta de la boquilla de aire caliente.
- La boquilla debe ajustarse de lado a lado.
- La boquilla puede estar cerrada por un lado. Abra el lado cerrado para que el caudal sea uniforme.
- El control de velocidad está ajustado a un valor demasiado alto que no deja tiempo suficiente para que el aire caliente se aplique correctamente a la costura.
- Hay un contaminante en la superficie del tejido que se está soldando.
Costura solapada
- La costura de solape está fruncida a ambos lados de la soldadura.
- La temperatura es demasiado alta. Baje la temperatura o acelere la máquina.
- Un panel se está frunciendo y puede que se esté quedando corto o largo.
- Es necesario disminuir la presión del embrague si se queda corto.
- Es necesario aumentar la presión del embrague si la subida es larga.
- La soldadura solapada tiene una solapa en un lado de la soldadura.
- La guía debe ajustarse de lado a lado.
- Panel inferior mal alineado.
- La soldadura solapada es inferior al tamaño de la soldadura.
- Hay que ajustar la guía. Deslice la guía lejos del operador.
Bolsillo para bastón
- La costura del bolsillo está demasiado fruncida.
- La temperatura es demasiado alta. Baje la temperatura o acelere la máquina.
- El bolsillo tiene arrugas y está torcido.
- Material no empezado a cuadrar.
- Hay que ajustar la presión del embrague. Si la pieza superior sale corta, disminuya la presión del embrague. Si sale larga, aumentar la presión del embrague.
- El operario tira demasiado del material. Mantenga el material recto durante la soldadura con poca presión del operario contra la guía. Deje que la máquina y la guía realicen la mayor parte del trabajo.
- El bolsillo tiene una solapa en un lado de la soldadura.
- Hay que ajustar la guía. Deslice la guía hacia el operador.
- La soldadura de bolsillo es menor que el tamaño de la soldadura..
- Hay que ajustar la guía. Deslice la guía lejos del operador.
Dobladillo
- El dobladillo está demasiado fruncido o quemado por un lado.
- La temperatura es demasiado alta. Baje la temperatura o acelere la máquina.
- Hem no se quedará en guía.
- Guía no cuadrada, ajustar guía.
- Añade presión al embrague.
- La boquilla golpea el material.
- Boquilla demasiado alta. Baje la boquilla.
- El material no está apretado entre el rodillo de soldadura y la guía debido a que el material no empieza en ángulo recto al principio.
- La soldadura de dobladillo tiene una solapa en un lado de la soldadura.
- Hay que ajustar la guía. Deslice la guía hacia el operador.
- La soldadura de dobladillo tiene un cordón o bolsillo en un lado de la soldadura.
- Hay que ajustar la guía. Deslice la guía lejos del operador.
Dobladillo y cuerda
- Material demasiado flojo alrededor de la cuerda.
- Ajuste la guía lejos del operador.
- Cuerda demasiado pequeña para la guía.
- Material demasiado apretado alrededor de la cuerda.
- Ajuste la guía hacia el operador.
- Cuerda demasiado grande para el guía.
- El dobladillo y la cuerda están demasiado fruncidos o quemados por un lado.
- La temperatura es demasiado alta. Reduzca la temperatura o acelere la máquina.
- El dobladillo y la cuerda no permanecerán en la guía.
- Guía no cuadrada ajustar guía.
- Añade presión al embrague.
- La boquilla golpea el material.
- Boquilla demasiado alta, baje la boquilla.
- El material no está apretado entre el rodillo de soldadura y la guía debido a que el material no empieza en ángulo recto al principio.
- El rodillo de soldadura pasa por encima de la cuerda.
- La cuerda debe comenzar en el exterior del rodillo de soldadura.
Costura a tope
- Cinta no centrada en la soldadura.
- Guía desalineada.
- El centro de la culata no está alineado con el láser.
- La línea láser no está centrada con el rodillo de soldadura.
- Cinta arrugada.
- Demasiada presión en el embrague.
- Demasiado caliente.
Reborde lateral de camión
- La línea indicadora no se alinea con el material.
- Guía desalineada.
- La boquilla golpea el cordón.
- Boquilla demasiado alta.
- Arrugas al principio.
- Material no sujetado.
9.0 Documentos adicionales de la máquina







