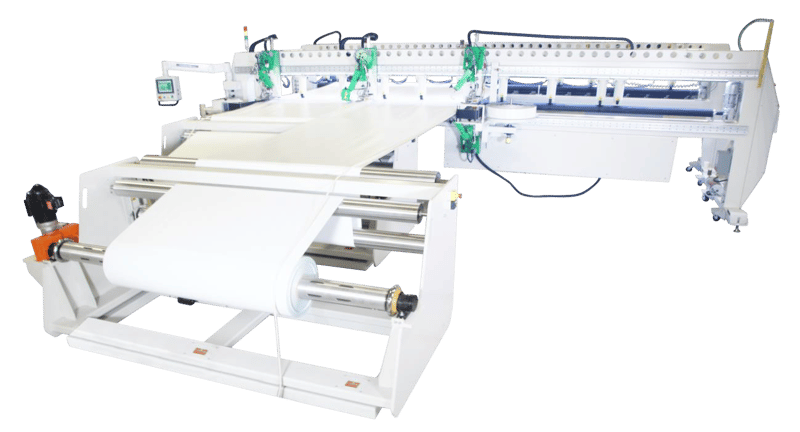
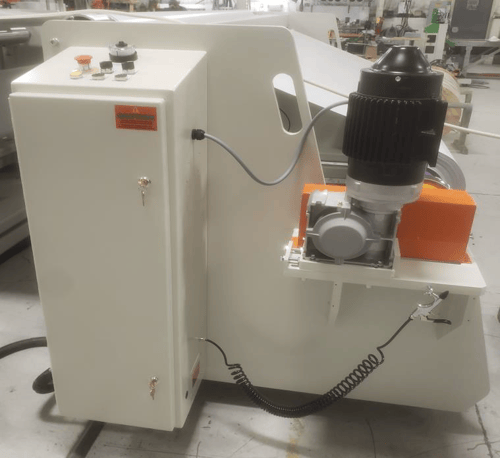
Este manual de instrucciones pretende ser una guía para el manejo de la soldadora Moduline Gen II Multi Sealer. Para garantizar un rendimiento óptimo de su soldadora, siga con precisión las recomendaciones y especificaciones.
Índice
- Capítulo 1: Uso previsto
- Capítulo 2: Requisitos eléctricos y de aire
- Capítulo 3: Explicación de las advertencias
- Capítulo 4: Principios del sellado térmico
- Capítulo 5: Procedimiento de arranque
- Capítulo 6: Procedimiento de apagado
- Capítulo 7: Ajustes del sistema de calefacción
- Capítulo 8: Definición de los controles
- Capítulo 9: Definición de neumática
- Capítulo 10: Definición de los componentes
- Capítulo 11: Stand Unwind
- Capítulo 12: Capturas de pantalla
- Capítulo 13: Mantenimiento
- Capítulo 14: Solución de problemas
- Capítulo 15: Piezas de recambio
- Capítulo 16: Consejos de soldadura
Para obtener más información técnica sobre esta máquina, llame a nuestro Centro de resoluciones al 1-855-888-WELD o envíe un correo electrónico a service@weldmaster.com.
1.0 Uso previsto
La Miller Weldmaster Moduline Gen II Multi Sealer está destinada a termosellar sellar soldables térmicos plásticos como :
- Polipropileno no tejido
- Vinilo (PVC) tejidos laminados
- Vinilo (PVC) tejidos recubiertos
- Vinilo (PVC) películas
- Poliuretano (PU) tejidos recubiertos
- Poliuretano (PU) películas
- Polipropileno (PP) tejidos recubiertos
- Polietileno (PE)
- Caucho termoplástico (TPR) film
- Caucho termoplástico (TPR) tejidos
- Rígido Productos extruidos
El fabricante no aprueba de cualquier otros usos para esta máquina.
El fabricante no aprueba de la retirada de cualquier guardias de seguridad mientras la Moduline Gen II Multi Selladora está en operación.
El fabricante no aprueba de cualquier modificación no autorizada de Moduline Gen II Multi Sellador.
Sólo un técnico debidamente formado puede operar el Moduline Gen II Multi Sellador.
Sólo un técnico debidamente formado puede realizar cualquier mantenimiento rutinario a la Moduline Gen II Multi Selladora.
Sólo un técnico debidamente formado puede realizar cualquier reparación en el Moduline Gen II Multi Sellador.
Sellador sólo fabricante aprobado piezas de repuesto son a ser utilizado para el Moduline Gen II Multi Sellador.
El fabricante no será responsable por cualquier daño o lesiones que ocurran de cualquier uso inapropiado de esta máquina.
2.0 Requisitos eléctricos y de aire
Advertencia: Sólo un electricista cualificado puede conectar la alimentación eléctrica .
Eléctrico suministro:
El Moduline Gen II Multi Sellador tiene los siguientes requisitos eléctricos :
- 220 Voltios
- 50/60 Hz
- 125 Amperios
- 3 Fase
Tienda Aire Suministro:
El Moduline Gen II Multi Sellador incluye una en la tienda suministro de aire válvula que permite rápida conecta y desconecta a su tienda suministro de aire . Debido a el número de diferentes estilo línea aérea conectores, un macho rápido conectar es no incluido. Usted querrá a seleccione un macho rápido conectar con un ¼ pulgadas NPT (Nacional Pipe xml-ph-0031@d
El Moduline Gen II Multi Sellador requiere los siguientes tienda requisitos de aire :
- Mínimo de 100 psi en 10 cúbico pies por minuto.
3.0 Explicación de las advertencias
Existen varios diferentes advertencia símbolos colocados en el Miller Weldmaster Moduline
Gen II Multi Selladora. Estos símbolos son para alertar al operador de áreas potencialmente peligrosas en la máquina. Familiarícese usted mismo con su colocación y significado.
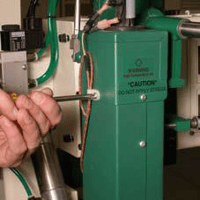
Precaución Caliente:

El símbolo "Precaución: Caliente" se coloca en un protector cerca de superficies calientes .
Precaución: Bloqueo:
El adhesivo "Precaución: Bloqueo" está colocado cerca de la apertura del el armario y todos los paneles de acceso .
Advertencia: En movimiento Piezas:
El adhesivo "Advertencia: Piezas móviles " está colocado en a lo largo de la máquina . Esté atento de apéndices alrededor de piezas móviles mientras máquina está en movimiento.
Advertencia: Mantenga Manos Despejado:
El adhesivo "Advertencia: Mantenga las manos alejadas" está colocado en el conjunto del calentador . Para evitar cualquier pellizco o quemadura, sea consciente de la ubicación de sus manos siempre.
Precaución: Electricity:

El adhesivo "Precaución: Electricidad" se coloca cerca de áreas que contienen componentes eléctricos . La alimentación debe retirarse antes de abrir cualquier puerta de armario .
Atención: Aire Compresor:

El adhesivo "Atención: Compresor de aire " está colocado en los compresores de aire . Estos están en lugar para recordar a los operadores sobre mantenimiento preventivo .
Peligro: Pellizco Puntos:

El símbolo "Peligro: Puntos de pellizco " está colocado cerca de cualquier posible punto de pellizco . No coloque ninguna parte del cuerpo cerca de estas secciones de la máquina mientras la máquina esté en funcionamiento.
Notas de seguridad
No ajuste el material mientras la máquina esté en movimiento. Mantenga las manos, el pelo largo, la ropa suelta y artículos como corbatas alejados de los rodillos tienen puntos de pellizco rodillos para evitar enredos y atrapamientos que pueden atrapar partes del cuerpo o la ropa y causar lesiones graves. Deje espacio suficiente alrededor de la máquina para garantizar un funcionamiento seguro y eficaz. La máquina debe estar inmóvil y las partes móviles bloqueadas antes de realizar cualquier trabajo de limpieza, engrase, ajuste, reparación o mantenimiento en cualquier parte de la máquina.
Utilice siempre equipos de protección individual. (EPP) se refiere a la ropa de protección, cascos, gafas u otras prendas diseñadas para proteger el cuerpo del usuario de lesiones.
4.0 Principios del sellado térmico
Hot Air:
El calor necesario para la operación de soldadura es creado eléctricamente por dos elementos calefactores situados dentro de la carcasa del elemento calefactor . La temperatura del aire caliente oscila entre 100 y 1350 Grados Fahrenheit xml-ph-0030@de
Velocidad:
La velocidad de los rodillos de soldadura determina la cantidad de tiempo el calor se aplica a el material que se está soldando. Cuanto más lenta la velocidad ajuste más el material se calentará . Para lograr la mejor soldadura , una mínima cantidad de calor debe aplicarse a el material mientras todavía logrando una soldadura completa . Demasiado calor causará distorsión de el material mientras xml-ph-00
Presión:
La presión de el rodillo de soldadura es el paso final al crear una soldadura. La presión de el rodillo de soldadura comprime el material calentado juntos completando el proceso de soldadura.
Resumen:
Cuando termosellado , la correcta combinación de calor, velocidad y presión le permitirá conseguir una costura soldada correctamente.
5.0 Procedimiento de puesta en marcha
Inicio Puesta en marcha Procedimiento
- Asegúrese de que todas las puertas del armario estén cerradas y bloqueadas.
- Asegúrese de que todas las protecciones de seguridad estén en lugar.
- Gire la válvula de suministro de aire hasta la posición abierta .
- Gire el principal alimentación desconecte a la posición encendido .
- Pulse el botón azul de reinicio .
- Compruebe la la correcta alineación de los rodillos de soldadura . Realice cualquier ajuste necesario.
- Compruebe la la correcta alineación de las guías del tejido . Realice los ajustes necesarios.
- Encienda la caliente y ajuste la temperatura hasta la temperatura deseada .
- Compruebe el correcto ajuste 1 de las boquillas del sistema de calor .
- Gire el botón a la posición .
- Gire el botón del motor 1 hasta la posición on .
- Cargue todo el material que sea necesario para su operación de soldadura en los soportes desenrollado .
- Coloque correctamente el material a través de la máquina desde el soporte o soportes desbobinar .
- Una vez material es a la célula con el puller rodillos, utilizar el HMI a cerrar el puller rodillos.
- Encienda las funciones restantes que serán necesarias para el proceso de soldadura .
- ¡Su máquina está ahora preparada para soldar !
6.0 Procedimiento de apagado
Cierre Apagar Procedimiento
- Sujete el material a la salida extremo de la máquina. Esto asegura el material estará en la posición adecuada para la siguiente producción.
- Asegúrese de que el botón calor está apagado. La temperatura debería empezar a disminuir .
- La máquina se no apaga apagará inmediatamente. Los compresores pasarán por a través de un ciclo de 3 minutos de enfriamiento para permitir que los elementos de calor se enfríen . Estos se entonces apagarán .
- Asegurar la tensión de los desenrolla son liberado por adelante o atrás jogging el desenrolla. Este asegurará el material no tira fuera de la máquina o guía cuando el circuito xml-ph
- Después de que los compresores se hayan apagado , gire la alimentación principal desconecte a la posición off .
- Después de que la máquina se haya apagado , gire la válvula de suministro de aire a la posición off .
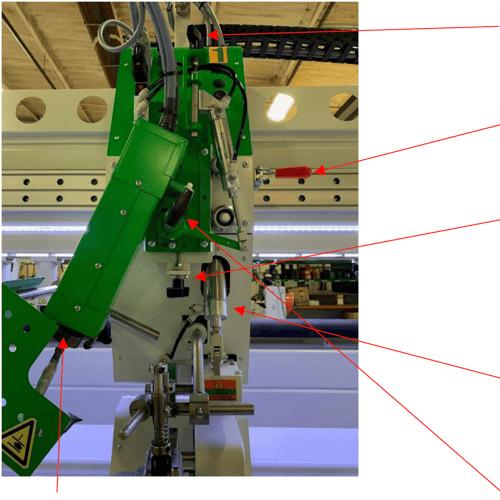
Ajuste lateral de la boquilla: Mueve la boquilla a izquierda y derecha de los rodillos de soldadura.
Pinza de bloqueo del cabezal: Bloquea la unidad del cabezal en la posición de soldadura adecuada.
Ajuste de la boquilla hacia arriba y hacia abajo: Mueve la boquilla hacia arriba y hacia abajo. Girando el mando de ajuste de la boquilla en el sentido de las agujas del reloj, sube la boquilla Girando el mando en el sentido contrario a las agujas del reloj, baja la boquilla.
Cilindro de airede la unidad superior: Mueve la unidad superior hacia arriba y hacia abajo aplicando presión a los rodillos de soldadura inferiores.
Ajuste de la boquilla hacia dentro y hacia fuera: Mueve la boquilla hacia dentro y hacia fuera. Al girar el botón de ajuste en el sentido de las agujas del reloj, la boquilla se mueve hacia dentro y en sentido contrario a las agujas del reloj, hacia fuera.
Abrazadera de la boquilla: Fija la boquilla a la carcasa del elemento doble en su sitio.
Nota: El lado de la ranura de la abrazadera de la boquilla debe estar orientado hacia arriba, hacia la carcasa del elemento doble.

8.0 Definición de los controles

Principal Alimentación Desconectar: Desconectará la máquina de la fuente eléctrica si es necesario. Este es también el bloqueo fuera etiqueta fuera punto para la eléctrica fuente en la máquina.

Emergencia emergencia: Este es usado en una emergencia solamente. Este parará parará todas las funciones de la máquina y la llevará a un estado seguro . Este parará apagará energía apagado a cualquier moviendo parte de el x

Restablecer Botón: Este botón es utilizado cada vez que la máquina es encendida en la mañana o una emergencia parada botón ha sido presionado. Este es para significar la máquina es claro y puede arranque.

Inicio Botón: Inicia el movimiento a la máquina .
Pausa Botón: Pone en pausa la máquina de en marcha.

Nosotrosld Roller Abrir/Close: Se abrir y cerrar la soldadura rodillos para la específica cabeza. Hay también un abrir cerrar botón situado en cada individual cabeza.

Jog Hacia adelante: Este botón moverá los rodillos de desenrollado hacia delante, o en la dirección del recorrido del material .
Jog Marcha atrás: Este botón pondrá en marcha los rodillos en marcha atrás, o en la dirección opuesta del recorrido del material .
Borde Guía Apagado/Encendido: Este interruptor activará el ojo foto y actuador lineal .

Over/Under: Este interruptor determinará cómo el material paga apagado el desenrolla. Esto permitirá usted a carga el material cualquier que manera.
Superior/Inferior Soldadura Rodillo Velocidad de los rodillos: Este control le permitirá usted a ajustar la velocidad de los rodillos superior e inferior de soldadura . Esto asegurará una buena soldadura .
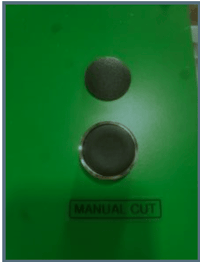
Manual Corte Manual: Cuando pulsa el botón de corte manual enviará el cortador en movimiento dentro de el rango establecido .
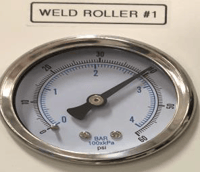
Soldadura Rodillo Presión: El propósito de la soldadura rodillo presión regulador es a variar la cantidad de neumática presión entre la soldadura rodillos.
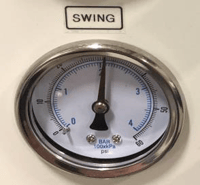
Boquilla Oscilación: Regula la cantidad de aire presión utilizado para oscilar la boquilla dentro y fuera.
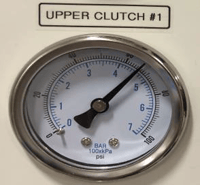
Superior Embrague Presión: Aplica par a el rodillo superior de soldadura . O que aumenta la velocidad de el rodillo superior de soldadura . Este se utiliza para ayudar controlar el material.
Baja Embrague Presión: Aplica par a el rodillo inferior de soldadura . O que aumenta la velocidad de el rodillo inferior de soldadura . Este se utiliza para ayudar controlar el material.
Enfriador Presión: La presión de la enfriadora , regula la cantidad de presión de aire suministrada a la enfriadora .
Bailarina Presión: Este regulador controla la cantidad de tensión en la arriba y abajo presión de el bailarín rodillo en el desenrollar soporte. Este se utiliza para mantener web tensión en la máquina mientras xml-ph-0031@d
Extractor presión: El propósito de el extractor regulador de presión es a variar la cantidad de neumática presión entre los extractores.
Frío frías: El propósito de la pistola de frío regulador de presión es para variar la cantidad de neumática presión de las pistolas de frío cuando en uso durante soldadura.
10.0 Definición de los componentes
Desenrolle Soporte: Los soportes de desbobinado están diseñados para pagar fuera el material en una controlada tasa de velocidad a permitir para material tensión en la soldadura cabezas.
Automático Material automático: El cortador de material automático está diseñado para cortar material de a cualquier longitud que el operador desee.
Cuerda Desenrolle soporte: Este soporte permitirá la cuerda material a payoff correctamente y suavemente ir en la soldadura cabezas.
Keder de Keder: El Keder payoff sirve como un camino para dispensar Keder material suavemente en la guía de la cabeza de soldadura .

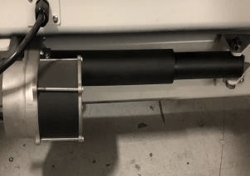
Extractor Bastidor: Los extractores de salida están equipados con un rodillo accionado nip . El rodillo superior nip abrirá y cerrará .
Imágenes Contador: Cuando en lugar permite la máquina a contar cuánto material ha sido ejecutado.

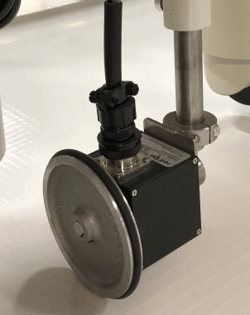
Foto Ojo: Este dispositivo se utiliza en un lineal actuado desenrollar soporte para ayudar mantener el material constantemente seguimiento en el mismo lugar.
Lineal Lineal: Se utiliza para mover el desenrollar soporte para mantener material colocación. Este funciona directamente con el foto ojo para mantener el seguimiento de el material.

Enfriador: Cuando se active se utilizará para evitar que material se sobrecaliente .
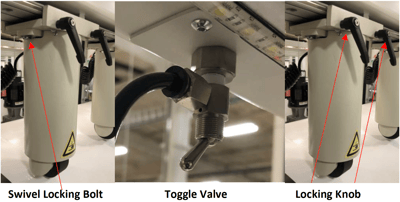
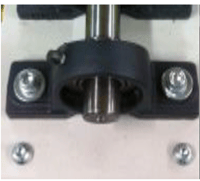
Extractor Marco Componentes: Aplica presión a un rodillo que tira del material a través de la máquina . Aflojando el perno giratorio de bloqueo , la rueda del extractor puede girar a la derecha y a la izquierda para un mejor control del material . El pomo de bloqueo bloqueará bloqueará el extractor sistema en lugar. Una vez en el lugar adecuado cierre el extractor rueda con la válvula de palanca .
11.0 Soporte Unwind
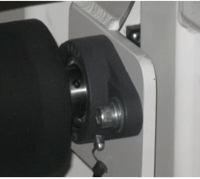
Seguridad Mandril: El mandril de seguridad permite para cambio rápido de material. Presionando en la parte superior de el mandril de seguridad nosotros permitimos que se encaje abra para que que el eje pueda ser retirado o insertado. Una vez que el eje esté insertado presione contra la parte superior de el mandril de seguridad para cerrarlo .
Eliminación de el eje: Para quitar el eje usted debe tener el seguridad portabrocas superior muerto centro a abierto. Para abierto gire el eje a donde la abertura de el seguridad portabrocas es superior muerto centro. A continuación usted debe abrir el girar mango. Una vez ambos mandriles de seguridad hayan sido abiertos utilice una grúa o una carretilla para retirar el eje.
12.0 Capturas de pantalla
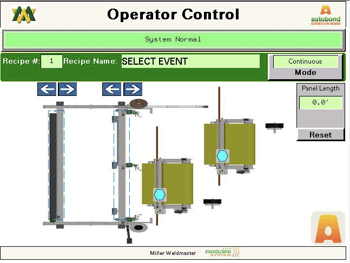
Operador Control del operador: Esta es la pantalla principal el operador utilizará ; esta es la pantalla inicial la máquina cargará .
Receta #/Nombre: Muestra la receta actual seleccionada.
Panel Longitud del panel: El número superior mostrará la actual longitud del panel . El número inferior es la consigna para el panel , este es ajustado en la pantalla Receta Activa .
Reiniciar: Este botón reiniciará el recuento del codificador para el panel actual .
Modo: mostrará a el operador el modo actual la máquina está en marcha:
Continuo- La máquina funcionará hasta que haga una pausa o se pulse el botón de parada de emergencia .
Ejecutar A Establecer Punto: La máquina funcionará hasta una longitud específica fijada por el operador .
Lote: La máquina ejecutará automáticamente un número específico de lotes .
Para cambiar cualquier parámetro de la máquina, debe iniciar sesión como Operador;
Nombre de usuario: oper
Contraseña: 6789
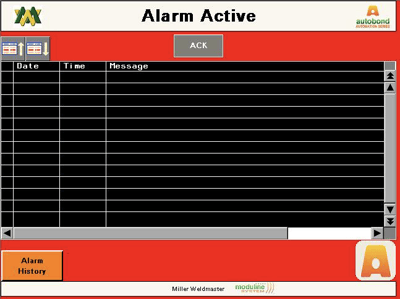
Alarma Activa activa: Esta muestra las actuales alarmas activas , si alguna.
Ack: Este botón se utiliza para confirmar cualquier alarma activa .
Alarma Historial: Este es utilizado para tirar arriba cualquier y todos viejo alarmas siempre presente en la máquina .
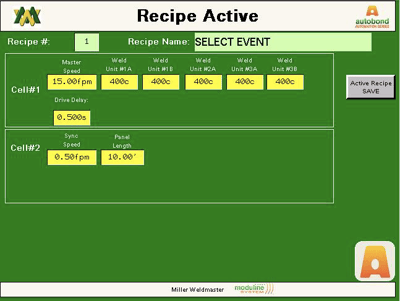
Receta Activo Pantalla: Muestra todos los parámetros actuales para la receta seleccionada.
Receta #/Nombre: Esto muestra la receta actual por número y por nombre.
Activo Receta Guardar: Al pulsar este botón se guardarán todos los parámetros actuales para la receta actual.
Conducir Retraso: Es la cantidad de tiempo entre el inicio de su cabezal de soldadura y las boquillas a oscilar en antes de la soldadura sostenida se iniciar.
Soldadura Unidad # 1-3 Este es la temperatura conjunto punto nos son ajuste cada soldadura cabeza en.
Celda #1 Maestro Velocidad: Controla la velocidad global de la máquina .
Celda #2 Panel Longitud del panel: Esta opción le permitirá establecer la longitud de panel deseada para cada receta .
Celda #2 Sincronización Sync: Esta velocidad está esclavizada fuera de la velocidad maestra .
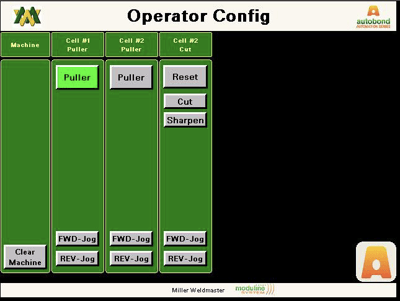
Operador Configuración Pantalla: Muestra cada celda con sus funciones apropiadas.
Claro Máquina: Abrirá los rodillos de soldadura , extractor, y apaga los sistemas de calor .
Celda #1 Extractor: Cuando se ilumina, este activará el extractor en celda #1
Celda #2 Extractor: Cuando se ilumina, este activará el extractor en Celda #2
FWD/REV Jog: Estos botones harán jog la célula hacia delante o hacia atrás.
Móvil #2 Corta:
Reiniciar: Esto enviará la cortadora a la posición inicial si se detuvo durante ciclo.
Corte: Esto pondrá la cortadora en movimiento .
Afilar: Esto permitirá a la cuchilla funcionar mientras el operador presiona el afilador .
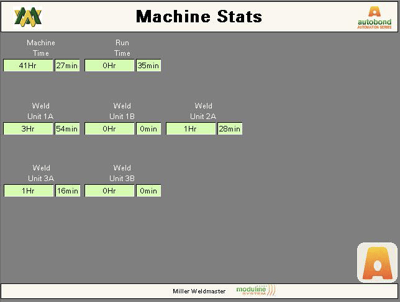
Máquina Estadísticas: Muestra el contador de horas para la máquina como así como todos los cabezales de soldadura individuales . El contador de horas es reiniciable cuando se registra bajo el nivel Tech .
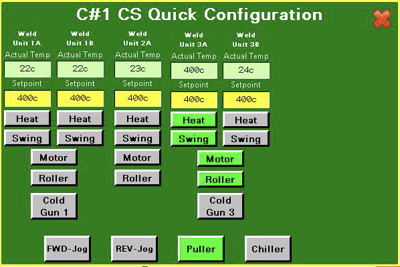
C#1 CS Rápido Configuración rápida: Esta mostrará cada soldadura cabezales estado actual calor .
Actual actual: Este muestra la temperatura actual de la máquina cabezal de soldadura .
Punto de consigna: Este muestra el punto de consigna que queremos que la máquina alcance .
+/- Alarma Banda: Se utiliza para configurar las alarmas para por debajo/por encima configurar la configurar punto temperatura.
Calor: Este botón enciende el calor en a el seleccionado calor sistema en el seleccionado célula.
Swing: Este botón enciende el calor sistema swing.
Motor: Este botón enciende enciende el motor para el seleccionado sistema de calor en la célula seleccionada .
Rodillo: Este botón bajará o subirá los rodillos de soldadura
Frío Pistola 1, 3: Enciende el enfriador de aire auxiliar , este se utilizará para enfriar la costura .
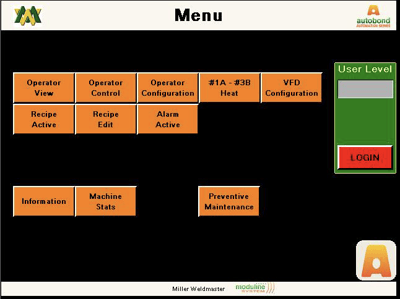
Menú Pantalla: La pantalla principal muestra todos los submenús disponibles para el control de la máquina .
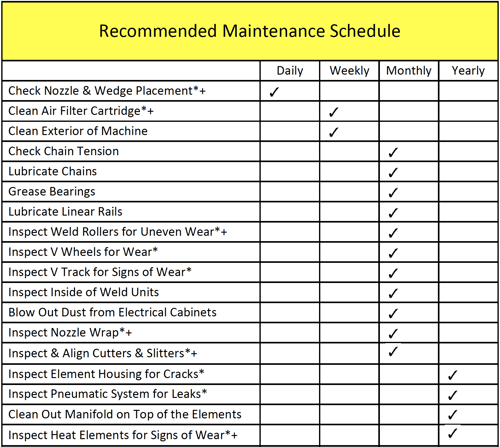
*Indica que se sustituyan las piezas necesarias según la inspección.
+Indica las piezas que deben conservarse in situ.
13.0 Mantenimiento
ADVERTENCIA! Sólo un técnico cualificado puede realizar mantenimiento en esta máquina. Este puede ser un Miller Weldmaster representante o alguien formado por un representante Miller Weldmaster .
ADVERTENCIA! La máquina debe ser desconectada de la fuente de alimentación antes de cualquier mantenimiento puede ser hecho.
Rodamientos
El Miller Weldmaster Moduline Gen II Multi Sealer tiene varios rodamientos, aunque no un elemento de alto mantenimiento , rodamientos deben ser inspeccionados una vez al mes para asegurar hay no excesiva corrosión, xml-ph-0030@deepl Asimismo, inspeccione en busca de cualquier holgura o desgaste. Si es necesario, lubrique rodamientos una vez cada 6 meses con 80w-90w aceite para engranajes .
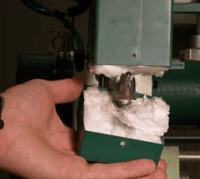
Aire Filtro Cartucho
La Miller Weldmaster Moduline Gen II Multi Selladora tiene un compresor de aire que suministra flujo de aire a los elementos de calor . Limpieza periódica y cambio de el filtro de aire cartucho es necesario para xml-ph-0030@deepl.inte Un flujo de aire insuficiente o cualquier impureza en el flujo de aire acortará la vida de los elementos de calor o el compresor de a bordo .
Limpie el filtro de aire semanalmente para el mejor rendimiento . Una vez que usted no pueda más leer el texto negro en el lado de el filtro cartucho es es tiempo para reemplazar el filtro.
Común Componentes
Calor Elementos
Los elementos calefactores utilizados por el Miller Weldmaster Moduline Gen II Multi Sellador están clasificados para 1000 horas de uso a 1000 grados F (537 grados C). Aunque una mayor vida útil del elemento de calor es posible con un mantenimiento adecuado , 1000 horas es la media. Si los elementos de calor fallan prematuramente, póngase en contacto con un representante de Miller Weldmaster antes de sustituirlos.
Cadenas
La Miller Weldmaster Moduline Gen II Multi Selladora tiene varias cadenas que se utilizan para accionar soldar rodillos y extractores. Aunque no un elemento de alto mantenimiento , las cadenas deben ser inspeccionadas una vez al mes para asegurar que no haya corrosión excesiva, óxido, o suciedad. Asimismo, inspeccione en busca de cualquier flojedad o holgura. Si es necesario, lubrique cadenas una vez al mes conaceite para engranajes 80w - 90w.
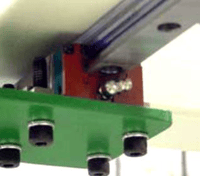
Ajuste de el Superior superior Soldadura Rodillo Accionamiento Cadena
Unidad superior
Cuando apriete la cadena superior de la unidad , usted debe comprobar el rodillo de soldadura para ver si hay juego . El rodillo de soldadura sólo debe moverse atrás y adelante un 1/8de pulgada. Afloje la tuerca en el perno tensor . Una vez que la tuerca esté aflojada gire el perno en el sentido de las agujas del reloj hasta que la soldadura rodillo no mueva. Entonces retroceda fuera el perno tensor en el sentido contrario a las agujas del reloj hasta que la soldadura rodillo logre el 1/8 de un xml-p
Principal Accionamiento Cadena
La cadena principal a el embrague debe estar un poco floja. Quite la cubierta la parte superior de la cabeza. Ajuste la cadena aflojando el accionamiento motor montaje en el lado o La cadena debe alejarse de la rueda dentada aproximadamente 3/16de pulgada pero no lo suficiente para salirse de los dientes. Si la cadena está demasiado apretada, el embrague no funcionará correctamente.
Cambio de Termopar
La Moduline Gen II Multi Selladora utiliza un termopar para leer la temperatura del aire justo antes de que llegue a la boquilla. La esperanza de vida típica de un termopar varía. El termopar debe ser reemplazado si la máquina no mantiene una temperatura constante de +/- 2 Grados F (+/- 1 Grado C) o los elementos de calor se queman prematuramente.
Advertencia! Sólo un técnico cualificado puede realizar cualquier mantenimiento en máquina. Este puede ser un representante de Miller Weldmaster o alguien formado por un representante de Miller Weldmaster
Advertencia! La máquina debe ser desconectada de la fuente de alimentación antes de cualquier mantenimiento puede comenzar.
1. Gire el principal potencia desconectar a el fuera de posición.
2. Desconecte el cable de alimentación de la fuente de alimentación. Si el cable de alimentación está conectado a la fuente de alimentación, desconecte la alimentación en la caja de conexiones.

3. Desconecte los 2 cables del termopar.
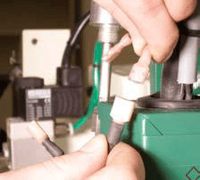
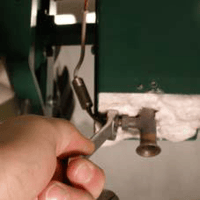
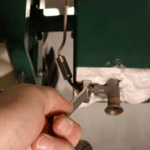
4. Retire la boquilla de aire caliente aflojando la abrazadera.
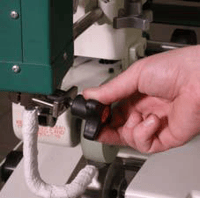
7. Utilizando una llave 7/16 , con cuidado afloje y retire la tuerca del termopar .


12. Instale ambos termopar cable soportes.


Cambiar Calor Elementos
Los elementos calefactores utilizados por la máquina Miller Weldmaster tienen una capacidad nominal para 1000 horas de uso a 1000 grados F (537 grados C). Aunque es posible una mayor vida útil de los elementos con xml adecuado. Si los elementos de calor fallan prematuramente, póngase en contacto con un representante de Miller Weldmaster antes de sustituirlos. Se recomienda que ambos elementos se cambien incluso si sólo uno se quema .
1. Gire el principal potencia desconectar a el fuera de posición.

3. Desenchufe los 2 cables del termopar .



8. Afloje los 4 tornillos que fijan el divisor de aire de aluminio.

9. Retire el divisor de aire de aluminio.
10. Retire con cuidado los elementos térmicos de la carcasa de los elementos.
NOTA: Inspeccione cada elemento para cualquier roto fuera fragmentos de vidrio o alambre. Cualquier fragmentos que faltan se en el elemento doble carcasa o boquilla. Estos fragmentos deben ser eliminado antes de instalar nuevo xml-ph-0030@deepl.inter
11. Cuidadosamente instale 2 nuevo calor elementos en el doble elemento vivienda.



Solución de problemas de su Multi Selladora Moduline Gen II
Preguntas frecuentes
¿No es un buen Weld?
Compruebe el calor, la velocidad y la presión del rodillo de soldadura y la colocación de la boquilla. La tensión en los soportes de desbobinado también podría afectar a la soldadura.
Cada vez que empiezo me hago un agujero.
El tiempo de retardo de accionamiento se ajusta a alto.
Tengo una parte sin soldar entre el arranque y el paro.
El tiempo de retardo de accionamiento se ajusta a bajo.
El material no fluye suavemente por la guía.
Compruebe la alineación de cada guía.
Cuando conecto la desconexión de la alimentación principal, parece que no se enciende?
Compruebe que el disyuntor está en la posición de encendido, asegúrese de que la línea de aire del taller está conectada a la máquina y que la válvula está girada para abrirse. Compruebe cada botón de parada de emergencia para ver si se ha pulsado alguno. Cuando encuentre un botón de parada de emergencia pulsado, asegúrese de que la máquina está en condiciones de funcionamiento seguras y de que todas las personas están alejadas. Gire el botón de parada de emergencia en el sentido de las agujas del reloj para soltarlo. Pulse el botón de reinicio del panel de control principal.
Tengo el botón del motor está girado a la posición de encendido y cuando le doy a start no se mueve?
Haga que un electricista investigue la caja de control para comprobar que todos los inversores leen listo.
La temperatura no se calentará.
Haga que un electricista compruebe el fusible del relé del calentador, asegurándose de que no se ha quemado. Compruebe los elementos calefactores, asegurándose de que no se han quemado. Si todos los fusibles y resistencias están en buen estado, sustituya el relé del calentador.
El material no se mueve por la máquina.
Compruebe que el extractor está cerrado.
El material no permanecerá en la guía
Compruebe la presión del freno en el soporte de desenrollado. Si la presión es correcta, aumente la presión del embrague superior.
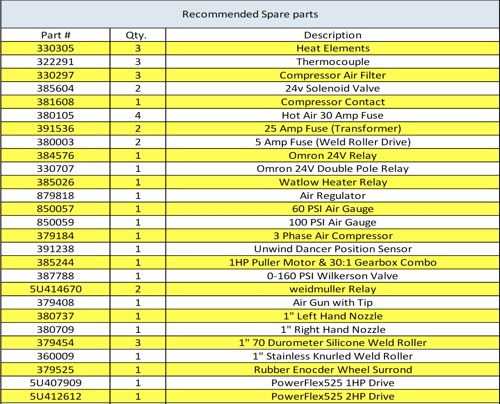
15.0 Piezas de recambio
16.0 Consejos de soldadura
Soldadura Consejos

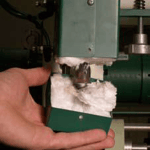
Mala soldadura : Esta no es una buena soldadura. Aunque el tejido está algo soldado, no es lo que se consideraría un 100%. Una de dos cosas debe suceder para que esta soldadura sea aceptada. O bien hay que disminuir la velocidad, o bien hay que aumentar el calor.

Bien soldadura: Esta es una buena soldadura. El tejido está soldado al 100%. Usted puede ver que el tejido está deslamando sobre todo el ancho de la costura .

Superior Soldadura Rodillo En Demasiado lento: Este es un ejemplo de el superior soldadura rodillo va demasiado lento. El verde panel va a través el lado izquierdo de el soldador y el amarillo panel va a través el lado derecho. El superior soldadura rodillo va va más lento que el inferior soldadura rodillo. Este muestra en el arrugado de el inferior o izquierdo panel. El superior soldadura rodillo embrague presión necesita para ser xml-ph-0031@d

Superior Soldadura Rodillo En Demasiado rápido: Este es un ejemplo de el superior soldadura rodillo va demasiado rápido. El verde panel va a través el lado izquierdo de el soldador y el amarillo panel va a través el lado derecho. El superior soldadura rodillo va va más rápido que el inferior soldadura rodillo. Este muestra en el arrugado de el superior o derecho panel. El superior soldadura rodillo embrague presión necesita para ser xml-ph-0031@d

Demasiado Demasiado encogimiento: Esto es un ejemplo de demasiado demasiado encogimiento en el material. Muchos termoplásticos tienden a encogerse cuando se calientan. Esto es causado por sobrecalentamiento.

Perfecto perfecta: Este es un ejemplo de una costura perfecta . Hay no ondulaciones, arrugas, o frunces.
