Este manual de instrucciones pretende ser una guía para el manejo de la soldadora Spec Extreme Seam. Para garantizar un rendimiento óptimo de su soldadora, siga con precisión las recomendaciones y especificaciones.
Índice
- Capítulo 1: Introducción
- Capítulo 2: Alineación y ajuste de la cuña
- Capítulo 3: Limpieza de cuñas
- Capítulo 4: Extracción y sustitución de cuñas
- Capítulo 5: Guía de solapamientos
- Capítulo 6: Guía de superposición acrílica
- Capítulo 7: Guía de dobladillos
- Capítulo 8: Guía del dobladillo
- Capítulo 9: Guía de bolsillo
- Capítulo 10: Guía de dobladillos planos
- Capítulo 11: Guía de dobladillos acrílicos
- Capítulo 12: Guía Keder
- Capítulo 13: Marco de Keder
- Capítulo 14: Preparación del material
- Capítulo 15: Instrucciones de uso
- Capítulo 16: Controles de motor
- Capítulo 17: Esquemas
- Capítulo 18: Esquema eléctrico
Para obtener más información técnica sobre esta máquina, llame a nuestro Centro de resoluciones al 1-855-888-WELD o envíe un correo electrónico a service@weldmaster.com.
1.0 Introducción
Las soldadoras Spec Extreme están diseñadas para la fabricación interna de una amplia gama de termoplásticos flexibles. Esto incluye, entre otros, PVC, PP, PE, LDPE, uretano, materiales de geomembrana, etc. Los tejidos con revestimiento acrílico también se pueden soldar añadiendo nuestra cinta adhesiva térmica.
La soldadora Spec Extreme utiliza una cuña caliente como fuente de calor. La unión de termoplásticos se consigue mediante una combinación de calor (temperatura), velocidad (tiempo de exposición) y presión (fuerza de unión). El soldador Spec Extreme proporciona un funcionamiento silencioso y sin humos durante la soldadura. La cuña también permite soldar productos más finos sin distorsión.
Le sugerimos que realice soldaduras de muestra de su material para conseguir los ajustes correctos de Calor, Velocidad y Presión antes de empezar a soldar su producto acabado. Además, la alineación de la cuña es crítica para una soldadura de calidad. Asegúrese de revisar la sección de alineación de cuñas de este manual.
1.1 Uso previsto
La Triad Extreme Seam Welder es una soldadora de cuña caliente destinada a termosellar plásticos térmicos soldables como:
- Tejidos laminados y recubiertos de vinilo (PVC).
- Películas de vinilo (PVC) y poliuretano (PU).
- Tejido recubierto de poliuretano (PU) y polipropileno (PP).
- Polietileno (PE).
El fabricante no aprueba:
- Cualquier otro uso para estas máquinas.
- La retirada de las protecciones de seguridad durante el funcionamiento.
- Modificación no autorizada de las máquinas.
- Utilizar piezas de recambio no homologadas por el fabricante.
 Sólo un técnico debidamente formado puede manejar y/o realizar cualquier mantenimiento o reparación de rutina. a las máquinas.
Sólo un técnico debidamente formado puede manejar y/o realizar cualquier mantenimiento o reparación de rutina. a las máquinas.
NOTA: El fabricante no se hace responsable de los daños o lesiones que se produzcan por un uso inadecuado de esta máquina.
2.0 Alineación y ajuste de la cuña
La alineación adecuada de la cuña es esencial para lograr una soldadura de calidad del material termoplástico. Una variedad de cuestiones relacionadas con la unión del material, el flujo de material a través de la máquina y el acabado estético de la soldadura pueden atribuirse a la correcta colocación de la cuña. Por lo tanto, es crucial comprender y practicar los diversos ajustes para la alineación de la cuña.Se recomienda revisar la alineación de la cuña:
- Semanalmente
- Al iniciar nuevos proyectos de soldadura
- Cambio de estilo y tamaño de las cuñas
- Gran variación del peso o la densidad del material
- Desgaste notable de la cuña
- Transporte de la máquina
- Cambio de operador de la máquina
Existen tres alineaciones para la Spec Wedge: vertical, en ángulo y horizontal. La alineación vertical se refiere a la posición arriba y abajo de la cuña con respecto a los rodillos de presión. La alineación angular se refiere a la posición de la punta de la cuña con respecto a estar paralela con los rodillos de presión. La alineación horizontal se refiere a la posición hacia adelante o hacia atrás entre la punta de la cuña y los rodillos de presión.
Inicialmente, la soldadora Spec Extreme es alineada y probada en la fábrica. Debe hacerse una revisión visual de la alineación al recibir la máquina. Además, se deben realizar soldaduras de muestra primero para probar la alineación así como el material que se va a sellar antes de comenzar con un proyecto real.
 Comience todos los ajustes de alineación con una cuña fría y limpia.
Comience todos los ajustes de alineación con una cuña fría y limpia.
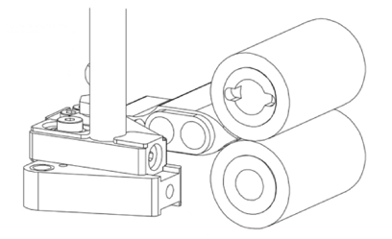
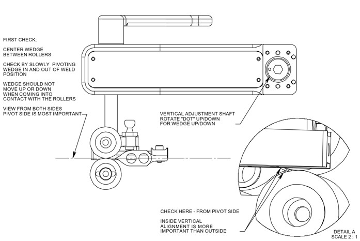
Para la alineación vertical, la posición adecuada debe ser la punta de la cuña centrada entre los rodillos de presión.
|
Paso 1: Tome un pequeño trozo del material a soldar, dóblelo por la mitad y colóquelo entre los rodillos de presión. Cierre los rodillos juntos con el pliegue de material justo dentro del centro del rodillo |
 |
| Paso 2: Enganche la palanca de la cuña en la posición de soldadura. Empiece a ver la posición de la punta de la cuña desde el lado interior, el lado del pivote. Mueva lentamente la cuña dentro y fuera de la posición de soldadura; la punta de la cuña debe entrar en contacto con el pliegue del material. |  |
|
Paso 3: Si es necesario realizar ajustes hacia arriba o hacia abajo, utilice la llave hexagonal de 8 mm en el ajuste vertical. Gire la llave en el sentido de las agujas del reloj o en sentido contrario para el movimiento hacia arriba o hacia abajo desde el lado del pivote. Cuando el ajuste sea correcto, vea desde el lado exterior de la cuña |
 |
Para la alineación angular, la posición adecuada para la mayoría de las aplicaciones debe ser la punta de la cuña paralela a los rodillos de presión.
|
Paso 1: Abrir los rodillos de presión. Gire la cuña hasta la posición de soldadura. Haga una comparación de la cuña con la parte inferior del rodillo de presión superior. Para ello, ajuste su campo de visión en la parte trasera del Spec y por encima de la zona de soldadura de modo que la punta de la cuña se vea justo por debajo del borde inferior del rodillo de presión superior. |
 |
| Paso 2: Ajuste el ángulo de la cuña utilizando una llave hexagonal de 4 mm en el tornillo de ajuste del ángulo situado junto a la pic de servicio de la cuña en el alojamiento del pivote de la cuña. Observando la posición de la punta de la cuña, ajustar si es necesario. Girando el tornillo de ajuste en el sentido de las agujas del reloj, el borde exterior de la cuña se aleja de los rodillos de presión. Girando el tornillo de ajuste en sentido antihorario se mueve el borde exterior de la cuña hacia los rodillos de presión. |  |
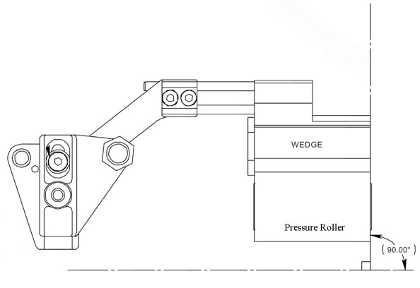
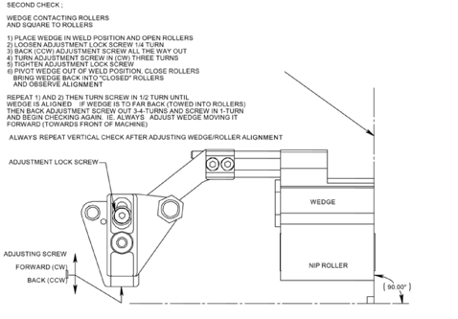
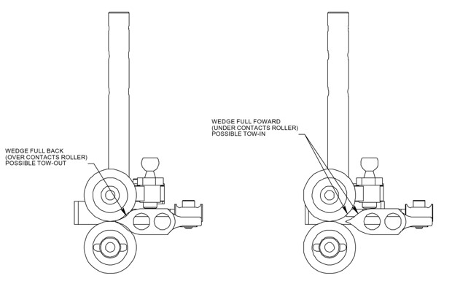
Para la alineación horizontal, la punta de la cuña y la superficie deben hacer justo contacto con los rodillos de presión.
|
Paso 1: Baje los rodillos de presión juntos y encaje la cuña en la posición de soldadura. Vea esta alineación desde el lado interior o de pivote de la cuña Paso 2: Para ajustar, abra los rodillos de presión y coloque una llave hexagonal de 3 mm en el tornillo de ajuste de avance/retroceso situado en el cubo de ajuste. Paso 3: Con una llave hexagonal de 4 mm, afloje el tornillo de bloqueo de ajuste |
 |
|
Paso 4: Al girar el tornillo de ajuste hacia adelante/atrás en el sentido de las agujas del reloj, la punta de la cuña se alejará de los rodillos de presión. Girando el tornillo en el sentido contrario a las agujas del reloj moverá la punta de la cuña hacia los rodillos de presión. Al cambiar las direcciones en este tornillo que no producen ningún movimiento de la cuña. Paso 5: Verifique el movimiento de la cuña arriba. Gire el tornillo de ajuste de avance/retroceso de 1/4 a 1/2 vueltas cada vez, comprobando cada vez la nueva posición de la cuña. Cuando haya terminado, vuelva a apretar el tornillo de bloqueo de ajuste. Retire las dos llaves hexagonales Paso 6: Gire la cuña para sacarla de la posición de soldadura, cierre los rodillos de presión y vuelva a enganchar la cuña en la posición de soldadura. Compruebe la alineación como en el paso 1.
Si es necesario realizar más ajustes, repita todos los pasos. |
 |
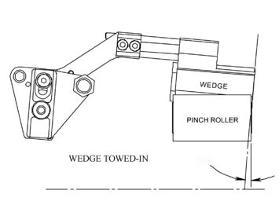
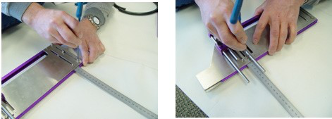
Se debe considerar un ajuste especial de la alineación del ángulo para tamaños de cuña mayores (30mm+), materiales más gruesos, o para ayudar a controlar el material durante el proceso de soldadura. Esta aplicación implica hacer un ligero ángulo de "convergencia" en el borde exterior de la cuña.
|
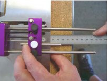
Paso 1: Abra los rodillos de presión y extraiga la bandeja guía de material superior. Paso 2: Coloque una regla contra el borde exterior de la cuña. Observe el ángulo entre la regla y los rodillos de presión. Inicialmente debe ser de 90 grados. |
 |
|
Paso 3: Coloque una llave hexagonal de 4 mm en el tornillo de ajuste del ángulo situado junto al pasador de servicio de la cuña en la carcasa del picot de la cuña. Paso 4: Gire la llave en el sentido contrario a las agujas del reloj de modo que la punta exterior de la cuña haga un movimiento hacia adentro, hacia los rodillos de presión. Utilice el borde recto contra el borde de la cuña para determinar de nuevo el ángulo "remolcado". El ángulo exacto necesario es a su discreción; inicialmente haga un cambio de 5 grados y luego haga soldaduras de prueba para determinar los resultados. |
 |
3.0 Limpieza de cuñas
La soldadura de diversos termoplásticos producirá residuos de revestimiento quemado que se acumularán en la superficie de la cuña caliente. Es necesario limpiar la cuña diariamente, si no varias veces, dependiendo de la acumulación y de la calidad resultante de la soldadura. La cuña debe limpiarse después de un uso intensivo, cambio de materiales termoplásticos, o si no se utiliza durante largos períodos de tiempo.
La mejor forma de limpiar la superficie de la cuña consiste en quemar los residuos hasta el punto en que se desprendan de la superficie metálica y sea fácil soplarlos o cepillarlos.
| Paso 1: Con la cuña en posición de reposo, gire ligeramente la palanca de acoplamiento de la cuña y afloje el perno de servicio de la cuña (o el pasador de servicio) para permitir que la palanca de acoplamiento de la cuña gire más allá de la posición de reposo hasta la posición de servicio. |  . .  |
| Paso 2: Aumente la temperatura de la cuña a 510 grados. Deje tiempo suficiente para que los residuos se retiren de la cuña, normalmente de 5 a 10 minutos. |  |
| Paso 3: Una vez que el residuo se haya desprendido del metal, sople o cepille suavemente para eliminarlo. No frote la superficie metálica, ya que se rayará y desgastará. Si aún quedan residuos, deje pasar más tiempo para continuar con este proceso. Una vez limpio, baje la temperatura y gire la cuña de nuevo a la posición de guardado. |  |
Al cambiar a diferentes tamaños de ancho de costura, será necesario retirar la cuña caliente y sustituirla por una cuña diferente. Además, si la cuña ya no calienta, la alineación de la cuña ya no es efectiva, o la superficie de la cuña está desgastada o destruida, la cuña debe ser reemplazada. Trabaje siempre con una cuña fría, apagada y desconectada eléctricamente de la fuente de alimentación.
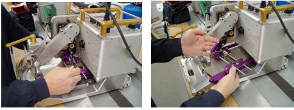
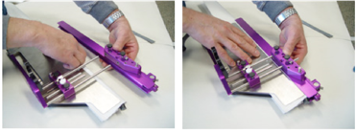
| Paso 1: Con una cuña fría, gire la cuña hacia afuera a la posición de servicio como se describe en Limpieza de la cuña Capítulo 3. Retire las dos abrazaderas que sujetan los cables eléctricos a la máquina con un destornillador Phillips. |  |
| Paso 2: Incline el soldador Spec Extreme sobre un lado. Una vez que la abrazadera se encuentra bajo el brazo del brazo de montaje de la cuña. La otra se encuentra en la esquina interior del pivote de la cuña. |  |
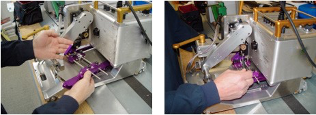
| Paso 3: Desconecte eléctricamente los cables de la cuña de la caja de control Spec desenroscando el anillo de bloqueo y tirando suavemente del conector para sacarlo de la toma. |  |
| Paso 4: Afloje los dos tornillos de bloqueo del sistema de sujeción de la cuña que retienen las varillas al brazo de montaje de la cuña. Tire de la cuña de la abrazadera y retire |  |
Para instalar una nueva cuña:
|
Paso 1: Coloque e inserte las dos varillas de retención de la cuña en el sistema de sujeción del brazo de montaje de la cuña. Apriete ligeramente los dos tornillos de fijación para sujetar la cuña al brazo. Paso 2: gire la palanca de enganche de la cuña para que la cuña quede en posición de soldadura. |
|
|
Paso 3: Ajuste la posición del lado de la cuña con respecto al rodillo de presión inferior. En la mayoría de los casos, la punta de la cuña coincidirá con el tamaño del rodillo. En otros casos, la punta de la cuña puede ser más pequeña y debe estar centrada en el rodillo de presión inferior. Paso 4: Vuelva a girar con cuidado la cuña hasta la posición de servicio y fije los dos tornillos de la abrazadera. Vuelva a comprobar la posición de la cuña con respecto al rodillo. Paso 5: Conecte eléctricamente los cables de la cuña a la caja de control Spec retorciendo. las trenzas cerca del conector para que se alinee con la toma, inserte y gire el anillo de bloqueo en el sentido de las agujas del reloj para asegurar Paso 6: Vuelva a colocar las dos abrazaderas de los cables eléctricos en su posición respectiva como en #2 del proceso de desmontaje. Paso 7: Con la instalación de una cuña nueva se recomienda realizar una alineación de la cuña, especialmente si la cuña retirada estaba muy desgastada. |
 |

5.0 Guía de solapamientos
Las guías de material se utilizan para colocar correctamente el material en la zona de soldadura. Estas bandejas guía superior e inferior pueden ajustarse en tres direcciones diferentes para proporcionar versatilidad en una gran variedad de aplicaciones. Las bandejas guía se pueden mover hacia arriba y hacia abajo, hacia o desde los rodillos de presión, y de lado a lado. Dependiendo de la aplicación concreta y del material que se vaya a soldar, puede ser útil probar diferentes configuraciones.
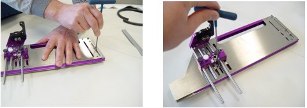
| Paso 1: Afloje los dos tornillos de mariposa de cada uno de los marcos de ajuste. Utilice un destornillador de estrella para girar el marco de ajuste. Al girar en un sentido u otro, la bandeja guía se moverá hacia arriba o hacia abajo. |  |
| Paso 2: Con la cuña en posición de soldadura, mire desde el lateral para ajustar la bandeja guía de material superior a la altura deseada. |  |
| Paso 3: Para la bandeja guía inferior, cierre los rodillos de presión de la cuña fría en su posición de soldadura y gire el tornillo de ajuste para ajustarla a la altura deseada. Una vez completado, vuelva a apretar el tornillo de mariposa. |  |
| Paso 1: Para la bandeja guía de material superior, utilice una llave hexagonal de 4 mm para aflojar el tornillo de cabeza que sujeta este marco de ajuste al soporte de la guía. |  |
| Paso 2: Con la ranura grande del marco de ajuste, la bandeja guía puede colocarse hacia delante o hacia atrás. Colocada lejos de los rodillos de presión para permitir un mayor precalentamiento del material a medida que se acerca a la zona de soldadura. Colóquela hacia los rodillos para minimizar el precalentamiento. Una vez colocada en la posición deseada, apriete el tornillo de cierre. |  |
| Paso 3: Para la bandeja guía de material inferior, gire el soldador Spec Extreme sobre su lado para localizar y aflojar los dos tornillos de cabeza Phillips que fijan el montaje de la guía a la base. El montaje de la guía se puede colocar dentro de la ranura en la base de la Spex hacia o lejos de los rodillos de presión con resultados similares a los de la bandeja de guía de material superior. Una vez colocada en la posición deseada, apriete los dos tornillos de cabeza Phillips. |  |
Para ajustar las bandejas guía de material superior e inferior de lado a lado.
|
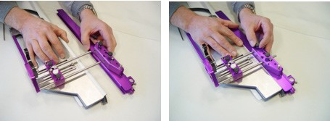
Paso 1: Con la cuña en posición de soldadura, coloque una regla contra el borde guía de cada bandeja guía, extiéndala hacia los rodillos de presión y mire desde arriba de los rodillos para colocarlos correctamente. Paso 2: Para la bandeja guía superior, afloje los dos tornillos de mariposa situados en la placa de sujeción superior utilizada para fijar la bandeja guía a las barras de retención y deslícela para ajustarla. Con el borde recto contra el borde de la bandeja guía, haga coincidir el borde del rodillo de presión y/o el borde interior de la cuña. |
 |
| Paso 3: Puede ser necesario retirar la guía superior para poder ajustar el tornillo de fijación de posicionamiento de la bandeja de la guía superior. Gire en sentido horario para un tamaño de cuña mayor y en sentido antihorario para un tamaño de cuña menor. Ajuste el tornillo para que la bandeja guía se detenga en la posición correcta. |  |
| Paso 4: Una vez colocada correctamente, vuelva a apretar los tornillos de mariposa de la placa de sujeción para fijarla. Para la bandeja guía inferior, utilice una llave hexagonal de 2 mm para aflojar los dos tornillos de fijación situados en la parte superior del marco de ajuste. Deslice la bandeja guía inferior para ajustarla a la posición correcta |  |
| Paso 5: Con el borde recto contra el borde inferior de la bandeja guía, haga coincidir con el borde del rodillo de presión y/o con el borde exterior de la cuña. Cuando esté colocado, apriete los dos tornillos de fijación para asegurarlo. | 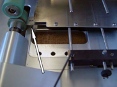 |
Se proporcionan guías frontales para posicionar el material a medida que entra en la soldadora Spec Extreme . Estas guías frontales pueden ajustarse según el estilo y tamaño de cuña específicos que se utilicen.
|
Paso 1: Utilice una llave hexagonal de 2 mm y afloje los tornillos de fijación correspondientes a la guía frontal de material superior o inferior. |
|
Paso 2: Coloque una regla contra el borde de las bandejas guía de material superior e inferior previamente ajustadas y extienda la regla más allá de la parte delantera del Spec. |
| Paso 3: Deslice la guía frontal de material apropiada hasta que haga contacto con el borde recto. Repita los pasos 2 y 3 para la otra guía frontal de material. |
|
Paso 4: Una vez colocado correctamente, apriete los tornillos de fijación para asegurarlo. |

Para la soldadura por solapamiento, introduzca las dos hojas de material por un lado y por el otro e inserte cada borde contra las guías. La hoja inferior se coloca entre las dos placas de la bandeja guía de material inferior y contra el borde de la guía. La hoja superior se coloca encima de la bandeja guía de material superior y contra el borde guía. Extienda el material solapado hasta los rodillos de presión, colóquelos correctamente y baje los rodillos para fijarlos. Enganche la cuña para soldar.
6.0 Guía de solapamiento acrílico
Para soldar con la cinta termoadhesiva sobre tejidos con revestimiento acrílico, se ha desarrollado un sistema de guiado para colocar la cinta correctamente.
| Paso 1. Instale el dispensador de cinta Instale el dispensador de cinta en el raíl frontal de la parte superior del Spec. Coloque el dispensador en el extremo del carril por encima de la guía frontal de la cinta. |  |
|
Paso 2: Coloque un rollo de cinta adhesiva térmica dentro del dispensador e introduzca la cinta a través de la guía frontal de la cinta y la sección inferior del cuerpo del Spec. |
 |
| Paso 3: Retire la bandeja de la guía de material superior para que la cinta pueda pasar por la guía de cinta situada en la guía de material inferior. Tire de la cinta hacia fuera y colóquela sobre el rodillo de presión inferior. Vuelva a instalar la bandeja de la guía de material superior. |  |
Para solapar materiales con revestimiento acrílico utilizando la cinta adhesiva térmica, introduzca el material por ambos lados de la Spec y coloque el borde del material contra las guías. Asegúrese de que la cinta está en la posición correcta y no está confinada ni retorcida. Coloque el material y la cinta superpuestos en los rodillos de presión y baje los rodillos para fijarlos. Enganche la cuña para empezar a soldar.
7.0 Guía de dobladillos
Cuando la Soldadora Spec Hem es ensamblada en la fábrica, la guía del borde superior ha sido posicionada correctamente con el tamaño particular de cuña que es instalado. Si se cambia el tamaño de la cuña, será necesario ajustar la guía del borde superior cuando se instale la nueva cuña.
| Paso 1: Comience por retirar todo el sistema de guía de dobladillo de la máquina Spec. Con la cuña en la posición de servicio, retire el tornillo de cabeza de la guía de montaje con una llave hexagonal de 4 mm. Con cuidado, saque y retire todo el sistema de guía y déjelo a un lado para trabajar con él. |  |
 |
| Paso 2: Afloje los dos tornillos de mariposa negros de la parte superior de la guía exterior y separe completamente las dos secciones de la guía. |  |
|
| Paso 3: Trabajando en la parte de la guía del dobladillo interior, afloje los dos tornillos de apriete de la guía del borde superior utilizando una llave hexagonal de 3 mm. Uno de estos tornillos está en la parte delantera de la guía del dobladillo interior; el otro está empotrado en el bloque de ajuste entre los tornillos de mariposa blanco y negro. |  |
 |
| Paso 4: El borde superior de la guía interior es una tira metálica estrecha intercalada entre las dos placas superiores del conjunto de la guía interior del dobladillo. Se deslizará hacia o desde el borde de la guía del dobladillo interior aplicando fuerza sobre el tornillo de la tapa de sujeción delantera y el bloque de ajuste contra cualquiera de los bordes de la guía del dobladillo interior. |  |
 |
|
Paso 5: Coloque una regla dentro de las dos placas superiores del conjunto de la guía del dobladillo interior para medir la distancia desde la guía del borde superior interior hasta el borde de las placas. Haga coincidir esta medida con el nuevo tamaño de cuña a instalar. Compruebe esta medida en dos lugares para asegurarse de que la guía del borde superior interior está recta. |
|
|
| Paso 6: Cuando haya terminado, apriete los dos tornillos de la tapa de sujeción. Vuelva a montar las secciones interior y exterior de la guía del dobladillo, vuelva a insertar con cuidado la guía del dobladillo en la máquina Spec y apriete el tornillo de cabeza a través del soporte de la guía para fijar la guía del dobladillo a la máquina Spec. |  |
 |
| Paso 7: Gire la cuña hasta la posición de soldadura. Afloje los dos tornillos de mariposa negros de la parte superior del bloque de ajuste. Coloque un borde recto contra la guía del borde superior y extiéndalo hacia los rodillos de presión. Ajuste la sección interior de la guía del dobladillo de modo que el borde recto (guía del borde superior) coincida con el borde interior de la cuña. El borde exterior de la cuña debe coincidir con el borde de la sección superior de la guía del dobladillo. Una vez colocada, vuelva a apretar los tornillos de mariposa negros. | 
|
 |
| Paso 8: Afloje los tornillos de mariposa negros de la parte superior de la guía exterior y deslice la guía exterior en la guía interior hasta que se detenga. Vuelva a apretar los tornillos negros. |  |
 |
|
Paso 9: Afloje el tornillo de mariposa blanco del bloque de ajuste y deslice la varilla de ajuste de la guía exterior hacia fuera hasta que toque el bloque de ajuste de la guía exterior. Vuelva a apretar el tornillo blanco. |
 |

8.0 Guía del cordón del dobladillo
| Paso 1: Afloje los dos tornillos de mariposa rojos situados en la parte superior del bloque de ajuste de la guía exterior, así como el tercer tornillo de mariposa rojo situado en la parte delantera de la guía del dobladillo, debajo de la sección inferior del conjunto de la guía exterior. |   |
| Paso 2: Mirando desde el lateral de la Spec Welder al bloque de ajuste de la guía exterior, localice el tornillo de cabeza Phillips para ajustar la guía de plegado exterior. Se encuentra debajo del bloque de montaje central de la guía exterior |  |
| Paso 3: Utilice el destornillador Phillips para ajustar el borde guía del pliegue exterior. El ajuste deseado debe estar de acuerdo con el tamaño de la cuerda o cordón. Gire en el sentido de las agujas del reloj para una cuerda o cordón de mayor tamaño. Gire en sentido contrario a las agujas del reloj para una cuerda o cordón de menor tamaño. Utilice una muestra de cuerda o cordón dentro de las guías de plegado interior y exterior para medir. Deje espacio para el pliegue del material. Cuando el borde de la guía de plegado interior esté colocado correctamente, apriete los tres tornillos de mariposa rojos. | 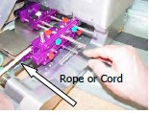 |
9.0 Guía de bolsillo
|
Paso 1: Afloje los dos tornillos de mariposa negro y rojo situados en la parte superior del bloque de ajuste de la guía exterior, así como el tercer tornillo de mariposa rojo situado en la parte delantera de la guía del dobladillo, debajo de la sección inferior del conjunto de la guía exterior (consulte la pág. 19, paso 1). Paso 2: Deslice la guía exterior completamente hacia fuera y vuelva a apretar los dos tornillos de mariposa negros. |
|
| Paso 3: Ajuste el borde de la guía de plegado exterior de la guía exterior deslizándolo en el bloque de ajuste de la guía exterior para crear una abertura de tamaño máximo en la bandeja de la guía. Una vez posicionado, vuelva a apretar los tres tornillos de mariposa rojos. |  |
|
Paso 4: Localice dos tornillos de fijación accesibles a través de dos orificios situados cerca del borde interior de la sección de la guía del dobladillo interior. Un agujero está en la parte delantera de la guía del dobladillo. El otro agujero está justo delante del bloque de ajuste de la guía del dobladillo interior. Utilice una llave hexagonal de 2 mm para aflojar ligeramente estos tornillos. Paso 5: En cualquiera de los extremos del borde interior de la sección superior de la guía del dobladillo, introduzca la mano y deslice la guía del pliegue interior hacia la guía exterior. La distancia extendida definirá el tamaño del bolsillo que se va a hacer. Cuando el borde de la guía de plegado interior esté posicionado, vuelva a apretar los dos tornillos de fijación. |
  |
Para soldar un bolsillo, afloje los dos tornillos negros de la parte superior del bloque de ajuste de la guía exterior y deslice la guía exterior completamente hacia fuera. Doble el material para crear la forma del bolsillo, introduzca el borde del material en la guía del dobladillo y contra el borde superior de la guía. Deslice el material a lo largo de la guia y fuera de los rodillos de presion. Ajuste y posicione el material en la zona de soldadura, deslice la guia exterior para confinar el material y vuelva a apretar los tornillos negros. Vuelva a colocar el material y baje los rodillos de presión para asegurarlo. Enganche la cuña para empezar a soldar. Al soldar, esté atento al flujo de material que entra en la guía del dobladillo y al borde del material contra el borde superior de la guía.

10.0 Guía de dobladillos planos
Para preparar la soldadura con dobladillo plano, se añadirá un brazo de presión de palanca a la guía del dobladillo y se cambiarán los rodillos de presión por otros más grandes.
|
Paso 1: Afloje los dos tornillos negro y rojo de la parte superior del bloque de ajuste de la guía exterior: Afloje los dos tornillos de mariposa negro y rojo situados en la parte superior del bloque de ajuste de la guía exterior, así como el tercer tornillo de mariposa rojo situado en la parte delantera de la guía del dobladillo, debajo de la sección inferior del conjunto de la guía exterior (consulte la pág. 19, paso 1). |
 |
|
Paso 2: Deslice la guía exterior ligeramente hacia fuera y vuelva a apretar los tornillos de mariposa negros. |
 |
| Paso 3: Localice las dos espigas en el borde interior del bloque de ajuste central de la guía exterior. Fije el brazo de presión de la palanca a estas espigas asegurándose de que haya un paso hacia abajo desde la guía exterior hasta el brazo de presión de la palanca. Utilice el tornillo suministrado para fijar |  |
|
Paso 4: Cambie los rodillos de presión retirando el tornillo y la arandela del eje, deslizando el rodillo existente e instale el rodillo más grande con el mismo tornillo y arandela. Asegúrese de que el pasador de bloqueo del eje se asienta en el rodillo. |
 |
|
Paso 5 : Nota: Para dejar espacio entre el brazo de presión de la palanca y los rodillos de presión, utilice una llave hexagonal de 4 mm para aflojar el tornillo de la tapa de montaje de ajuste de la guía del dobladillo. Deslice la guía del dobladillo completamente hacia delante en la ranura de ajuste y vuelva a apretar el tornillo de cabeza. |
 |
|
Paso 6: Afloje los dos tornillos de mariposa negros de la parte superior del bloque de ajuste de la guía exterior, deslice la guía exterior hacia la sección de la guía interior hasta que se detenga y vuelva a apretar los tornillos de mariposa. |
 |
|
Paso 7: Localice el tornillo de ajuste de la guía de plegado exterior (véase la página 20, figura 2). Con un destornillador Phillips, gire en sentido contrario a las agujas del reloj para ajustar el borde de la guía de plegado interior completamente hacia fuera hasta que se detenga el movimiento. Esto debería colocar el borde de la guía de plegado exterior contra el borde de la guía de plegado interior. Una vez colocado, apriete los tres tornillos de mariposa rojos. |
 |
|
Paso 8 : Nota: Como prueba, al girar la cuña hacia la posición de soldadura, se debe ejercer presión por el lado de la cuña contra el brazo de presión de la palanca para comprimir ligeramente el brazo hacia dentro. Esta presión es importante para la fusión del termoplástico alrededor del pliegue para el acabado del dobladillo plano. |
 |
Para soldar el dobladillo plano, afloje los dos tornillos negros situados en la parte superior del bloque de ajuste de la guía exterior y deslice ligeramente la guía exterior hacia fuera. Doblando el material, introduzca el borde del material en la guía del dobladillo y contra el borde superior de la guía. Deslice el material a lo largo de la guía y más allá de los rodillos de presión. Ajuste y posicione el material en la zona de soldadura, deslice la guía exterior hacia dentro para confinar el material y vuelva a apretar los tornillos negros. Vuelva a colocar el material y baje los rodillos de presión para fijarlo. Enganche la cuña para empezar a soldar. Al soldar, esté atento al flujo de material que entra en la guía del dobladillo y al borde del material contra el borde superior de la guía.
11.0 Guía de dobladillos acrílicos
Para soldar con la cinta adhesiva térmica sobre materiales con revestimiento acrílico, se ha desarrollado un sistema de guiado para colocar la cinta correctamente.
|
Paso 1: Instale el dispensador de cinta al riel frontal en la parte superior de la caja del motor Spec. Coloque el dispensador en el extremo del carril por encima de la guía frontal de la cinta. Paso 2: Coloque un rollo de cinta adhesiva térmica dentro del dispensador y ajuste el dispensador si es necesario para que la cinta no toque el botón de ajuste de presión. |
 |
|
Paso 3: Alimente la cinta a través de la porción corta de la guía de la cinta entonces dando vuelta a la cinta en ángulo recto y alimentando a través de la longitud de la trayectoria de la guía de la cinta contenida en el montaje de la guía del dobladillo. |
  |
|
Paso 4: Cuando la cinta aparezca al final de la guía, extiéndala hacia fuera y sobre el rodillo de presión inferior. |
 |
Para soldar materiales con revestimiento acrílico utilizando la cinta adhesiva térmica, proceda en este punto con las instrucciones anteriores para realizar los tres estilos de soldadura de dobladillo
12.0 Guía Keder
Cuando la máquina Spec Keder se ensambla en la fábrica, las guías de borde superior e inferior se han colocado correctamente para el ancho del material y el cordón de PVC que se pide con la máquina. Si se cambia a un material de ancho diferente, cordón de PVC, y/o keder de estilo diferente (pliegue sencillo o doble), será necesario ajustar las guías de borde superior e inferior. Para ajustar:
|
Paso 1: Comience por retirar todo el sistema de guía keder de la máquina Spec. Con la cuña en la posición de servicio, retire los dos tornillos de cabeza Phillips de la guía de montaje y el lado de la máquina. Saque y retire con cuidado todo el sistema de guías y déjelo a un lado para trabajar con él. |
 |
|
Paso 2: Afloje los dos tornillos negros situados en la parte superior de la guía exterior del canal del cable y separe completamente las dos secciones de la guía. |
 |
|
Paso 3: Trabajando en la sección interior de la guía Keder, afloje los dos tornillos de apriete de la guía del borde superior utilizando una llave hexagonal de 3 mm. Uno de estos tornillos está cerca de la parte delantera de la guía; el otro está justo delante del bloque de ajuste. |
 |
|
Paso 4: Siga el mismo procedimiento que en el paso 3 para aflojar los dos tornillos de la tapa de sujeción que se encuentran directamente detrás de los que se completaron en el paso 3. Esto aflojará la guía del borde inferior. Uno de estos tornillos está empotrado en el bloque de ajuste entre los tornillos de mariposa blanco y negro. |
 |
|
Paso 5: El borde superior de la guía interior es una tira metálica estrecha intercalada entre las dos placas superiores del conjunto de la guía interior del keder. Se deslizará hacia o desde el borde de la guía del keder interior aplicando fuerza sobre los tornillos de la tapa de sujeción delantera y empujando o tirando en cualquier dirección contra cualquiera de los bordes de la guía del keder interior. |
 |
|
Paso 6: Para un keder de doble solapa, inserte una muestra de la anchura adecuada de material así como el cordón de PVC del diámetro adecuado para ser completado. Ajuste el borde superior interno de la guía para tocar el borde superior del material. Deslice la guia del borde inferior hacia arriba contra la guia del borde superior y verifique que el borde inferior del material toque el borde de la guia inferior. |
 |
|
Paso 7: Cuando haya terminado, sujete tanto el material como el cordón en su posición mientras aprieta los dos juegos de tornillos de la tapa de sujeción. |
 |
|
Paso 8: Para un keder de una sola solapa, deslice el borde guía del material superior completamente hacia delante. Si es necesario, utilice una regla para medir la distancia entre el borde guía del material superior y el borde de la sección guía del keder interior. La distancia debe ser de unos 10 mm. Cuando haya terminado, apriete los dos tornillos de sujeción. |
|
|
Paso 9: Al igual que con la solapa doble descrita en el paso 6, inserte una muestra del ancho adecuado de material así como el diámetro adecuado del cordón de PVC a completar. Coloque el borde superior del material contra el borde superior de la guia del material que acaba de completar en el paso 8. Deslice la guía del borde inferior hacia arriba contra el borde inferior del material. Una vez completado, apriete los tornillos de la tapa de sujeción del borde inferior de la guía de material.
|
 |
|
Paso 10: Vuelva a montar las secciones interior y exterior del sistema de guía keder apretando los tornillos de mariposa negros para fijarlo. |
Keder de doble solapa
Keder de una aleta
|
|
Paso 11: Vuelva a insertar con cuidado la guía del dobladillo en la máquina Spec, alinee correctamente los pasadores y vuelva a insertar y apretar los tornillos de cabeza Phillips a través del montaje de la guía para fijar el sistema de guía del dobladillo a la máquina Spec.
|
 |
|
Paso 12: Gire la cuña hasta la posición de soldadura. Afloje los dos tornillos de mariposa negros de la parte superior del bloque de ajuste. Coloque un borde recto contra el lado de la cuña y deslice la sección interior de la guía del keder hacia afuera para que coincida con el borde recto. Cuando esté en posición, vuelva a apretar los tornillos de mariposa negros.
|
 |
|
Paso 13: Compruebe que la cuña se mueve limpiamente desde la posición de soldadura a la posición de almacenamiento y viceversa. Si se desplaza dentro de la sección guía interior del keder, afloje los dos tornillos de fijación del lateral del bloque de ajuste y utilice un destornillador Phillips en el tornillo del bloque de ajuste para subir o bajar la sección guía. |
 |
|
Paso 14: Compruebe la alineación de la sección exterior de la guía del keder. Si es necesario centrarla con respecto a la sección interior, afloje los dos tornillos de fijación situados en el lateral del bloque de montaje de la guía y utilice un destornillador Phillips en el tornillo situado dentro del bloque de montaje para subir o bajar la guía exterior.
|
 |

13.0 Marco Keder
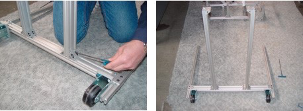
Se ha diseñado un armazón especial para sujetar la máquina Spec Keder y suministrar el material de PVC y el cordón. Este marco viene parcialmente desmontado y tendrá que ser completado. Dependiendo de la configuración de envío, el marco puede ser representado en uno de los diversos desgloses a continuación. Localice el desglose apropiado de su envío a continuación y complete el montaje necesario.
|
Paso 1: Retire la estructura de la(s) caja(s) de embalaje y disponga las distintas secciones en el suelo para separarlas. Es posible tener 2, 3 o 4 secciones diferentes. |
 |
|
Paso 2: El primer montaje puede ser el de las piezas de soporte de la base inferior a la pata delantera y al soporte del rodillo. Coloque las piezas de soporte en la conexión angular y apriete los tornillos. El acabado debe ser como el de la imagen inferior. |
|
|
Paso 3: Coloque la sección de soporte de la pata delantera completada sobre un lado y coloque la sección de entrega de material de la estructura de forma similar. Las patas deben encajar hacia arriba y en los soportes fijados a la sección de entrega de material. Apriete los tornillos de ambas patas. |
|
|
Paso 4: Coloque la sección delantera completada de la estructura en posición vertical con las ruedas de rodillo en el suelo. Levante la sección de soporte de la máquina del armazón sobre sus ruedas de rodillo. Ahora se pueden unir las dos secciones. Apriete todos los tornillos asociados a estas dos secciones. |
 |
|
Paso 5: Una vez finalizado el montaje, la estructura del sistema de suministro Keder debe tener el aspecto que se muestra en la siguiente imagen.
|
 |



13.1 Material del Keder y configuración del cable
|
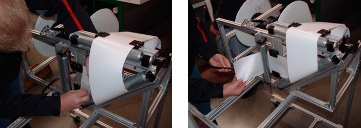
Paso 1: Deslice la bobina de cuerda de PVC por el más largo de los dos ejes de rodillos situados en el extremo de la estructura para el sistema de suministro. Coloque el carrete correctamente en el eje y utilice las abrazaderas de los extremos para fijarlo. El cordón debe enhebrarse ahora a través del orificio y extenderse hacia la máquina Spec Keder. Siga el mismo procedimiento para instalar el rollo de material |
 |
|
Paso 2: Pase el material a través de los bloques de retención superiores y sobre el rodillo horizontal. Ajuste los bloques de retención si es necesario para asegurar y dirigir el material. Gire el material alrededor del rodillo diagonal y aliméntelo a través de los bloques de retención inferiores. Ajuste de nuevo los bloques de retención inferiores si es necesario. Finalmente, pase el material alrededor del rodillo vertical y extiéndalo hacia la máquina Spec Keder. |
 |
|
Paso 3: Doble el material y comience a introducir el pliegue inferior en la abertura de la guía inferior del sistema de guía keder. Doble la parte superior del material e introdúzcala en la abertura de la guía superior del sistema de guía keder. Deslice con cuidado el material por el sistema de guiado hasta que quede fuera de la zona de soldadura. |
 |
|
Paso 4: Pase el cordón por el pliegue del material y deslícelo a través del sistema de guía Keder. Saque el extremo del cordón del material en la zona de soldadura. |
 |
|
Paso 5: Empuje hacia dentro la palanca roscada situada en el lateral de la sección de la guía exterior para liberar el brazo de la palanca de presión. Deslice con cuidado la guía exterior hacia la sección de la guía interior y coloque el material y el cordón correctamente dentro del sistema de guía. Apriete los dos tornillos de mariposa negros de la guía exterior cuando haya terminado. |
 |
|
Paso 6: Coloque de nuevo el material y el cordón dentro del sistema de guía Keder y apriete el material alrededor del cordón. Baje la palanca de los rodillos de presión de modo que se logre un ajuste apretado entre el material envuelto alrededor del cordón. Tire de la palanca roscada en sentido contrario a las agujas del reloj para mover el brazo de la palanca de presión hacia fuera y bloquearlo contra el pliegue de material y cordón. |
 |
|
Paso 7: A continuación se muestran imágenes desde varios ángulos del montaje del material. |
 |
|
Paso 8: Cuando el material, el cordón, el sistema de guía del keder y la temperatura, velocidad y presión adecuadas de la soldadora Spec Welder estén colocados correctamente, gire el brazo de palanca de la cuña hacia adentro para hacer varias tiras de prueba de keder soldado. Ajuste cualquiera o todos los segmentos de la configuración del material para hacer cambios para una salida de keder sin problemas. |
 |
14.0 Configuración del material
El material debe colocarse lo más plano posible, ya sea en el suelo o sobre una mesa, dependiendo de cómo haya configurado su zona de fabricación. Con la mayoría de los materiales, y especialmente con los más finos, es preferible sacar las arrugas o tirar de la chapa. El uso de láminas de metal en o junto a la máquina en la mesa, permite el uso de imanes para posicionar y sujetar el material. Tapar el material taunt es una buena práctica.
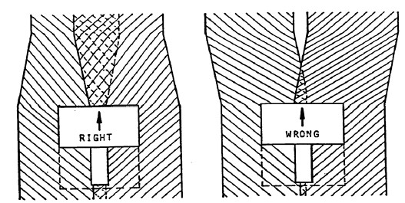
Para realizar soldaduras de solape, solapar siempre el material más que la anchura final de la soldadura. Ejemplo: Con un ancho de soldadura de 1 1/2", solape el final del material o corra de 2 a 2 1/2". La máquina empujará el material hasta el solapamiento deseado. Si el material no está solapado o posicionado correctamente, la máquina no hará la soldadura solapada deseada. Vea el ejemplo abajo.
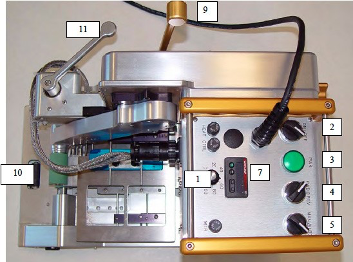
15.0 Instrucciones de funcionamiento
- Encienda el interruptor de alimentación nº 2. La luz verde de encendido nº 3 se encenderá con un retardo de un segundo. La luz verde permanecerá encendida como indicador de que los calefactores están alimentados.
- El Controlador de Temperatura #7 se encenderá con un retardo de 1-2 segundos después de que se encienda la Luz Verde de Encendido. Las unidades se ajustan en Celsius en la fábrica. Pulse el botón hacia arriba o hacia abajo hasta alcanzar la temperatura deseada. El tiempo de calentamiento es sólo de uno a dos minutos. No ajuste el calor por encima de 510 grados C. Para soldaduras de muestra, ajuste el controlador a 400 grados C. Este puede no ser su ajuste final.
- Coloque el Interruptor For/Rev #4 en la posición Adelante. Esto indica la dirección del movimiento de la máquina y del rodillo impulsor/de presión.
- Coloque el Interruptor Man/Auto #5 en la posición Auto. Esto activará o pondrá en marcha los rodillos de accionamiento/presión cuando la cuña se mueva a la posición de soldadura.
- Gire el conjunto de rueda motriz nº 10 bajo el rodillo de presión inferior. Esto hará que la máquina se mueva automáticamente. Con el conjunto de rueda motriz fuera, la máquina puede utilizarse en modo estacionario.
- #1 es el Control de Velocidad. Es ajustable de 0-30 pies por minuto. El ajuste normal estará en el rango de 30 a 60%, para productos de 12-30 mil.
- Inserte el material en la máquina con las guías apropiadas instaladas y cierre la manija #9 de la rueda de presión.
- Gire la palanca de enganche de la cuña nº 11 hacia la máquina, esto iniciará automáticamente el movimiento de avance del Spec y enganchará la cuña con el material.
- Ajuste el control de velocidad hacia arriba o hacia abajo hasta que pueda verificar que está obteniendo una soldadura adecuada.
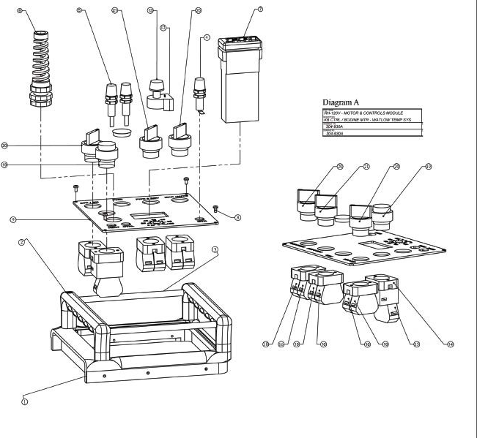
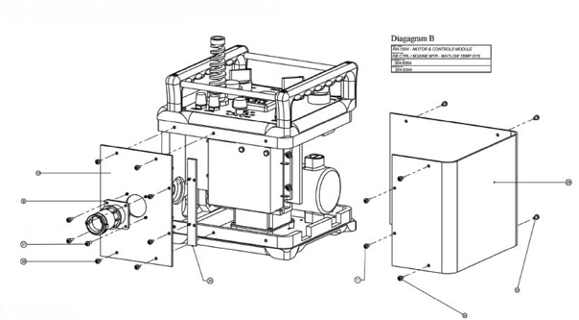
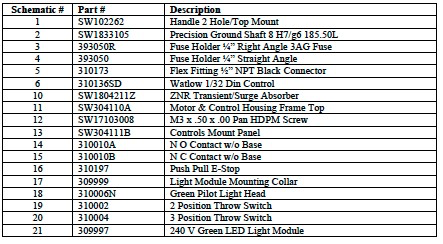
16.0 Controles de motor
16.1 RH-120v-Motor y Módulo de Control-Diagrama A&B
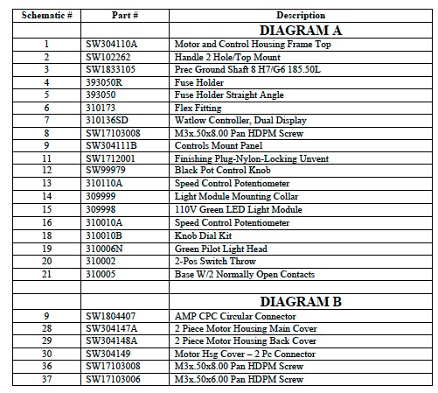
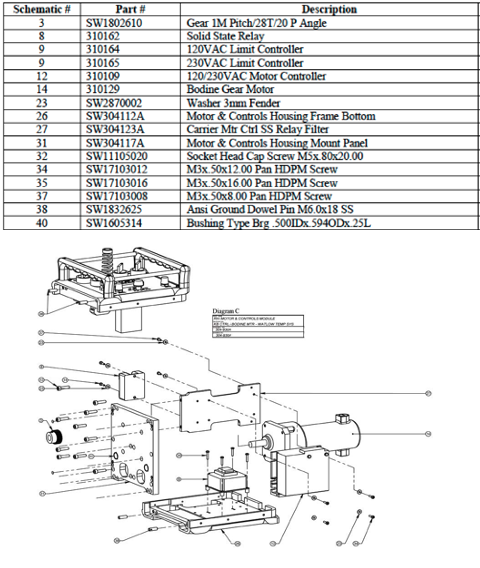
16.2 RH-120v-Motor y Módulo de Control-Diagrama C
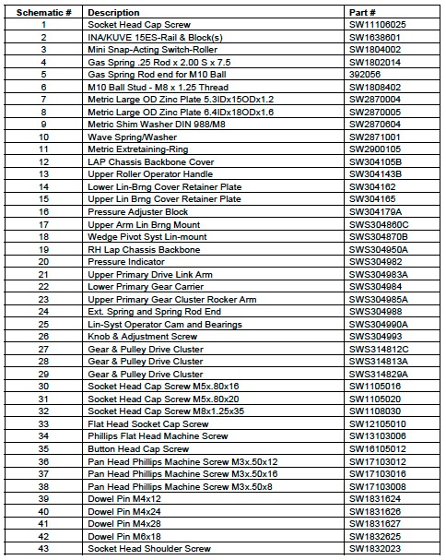
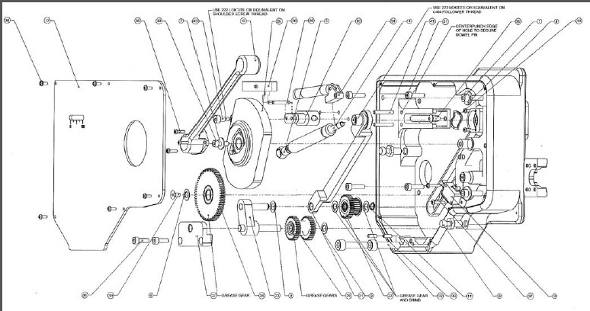
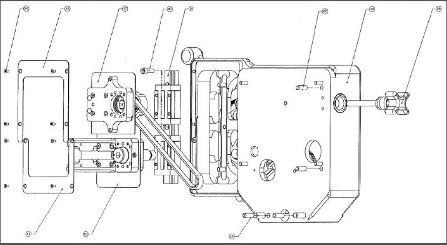
17.0 Esquemas
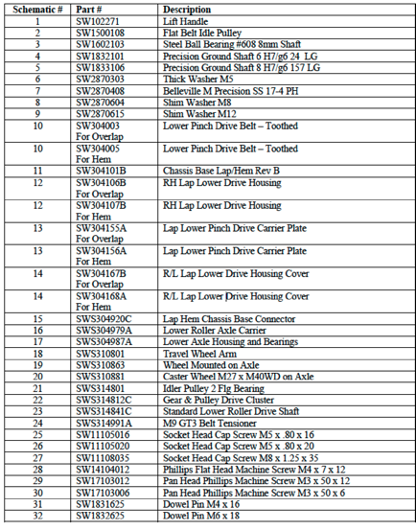
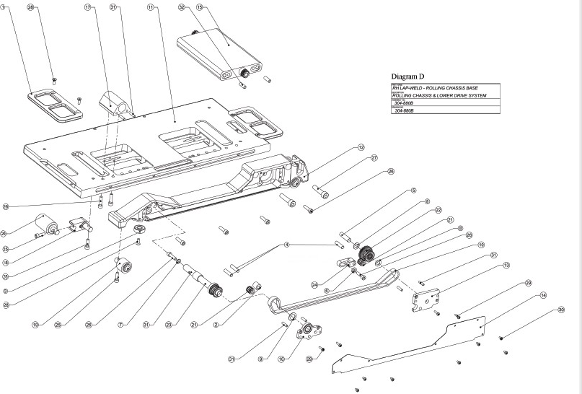
17.1 Diagrama de la base del chasis rodante con soldadura de solapa derecha D
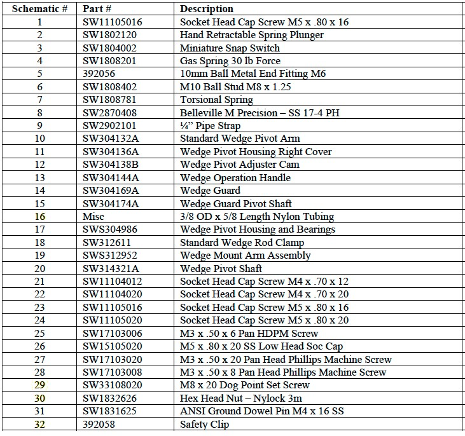
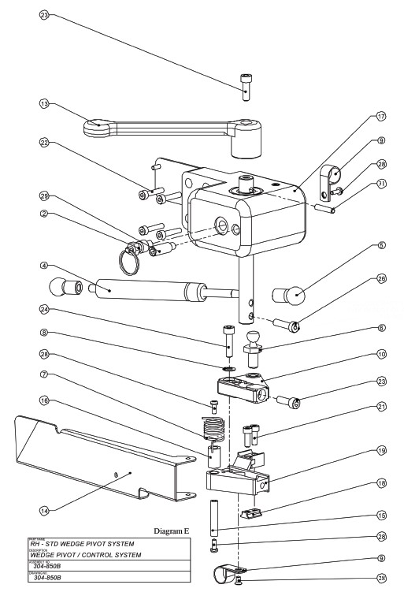
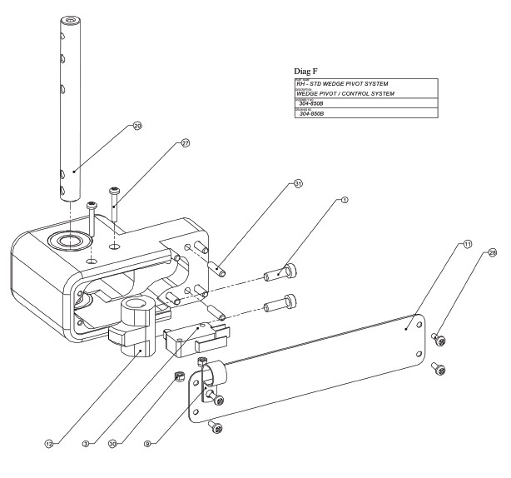
17.2 Carcasa del pivote en cuña-Diagrama E&F
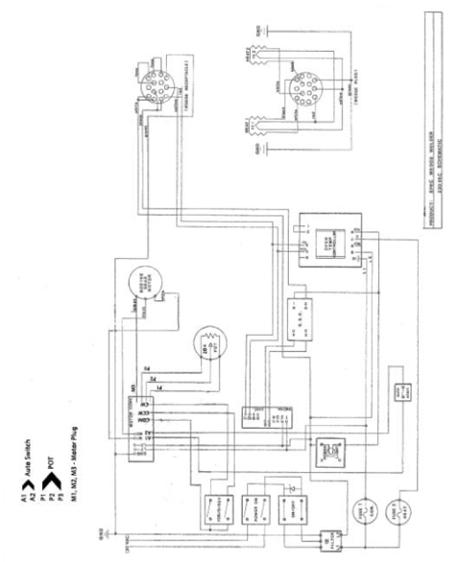
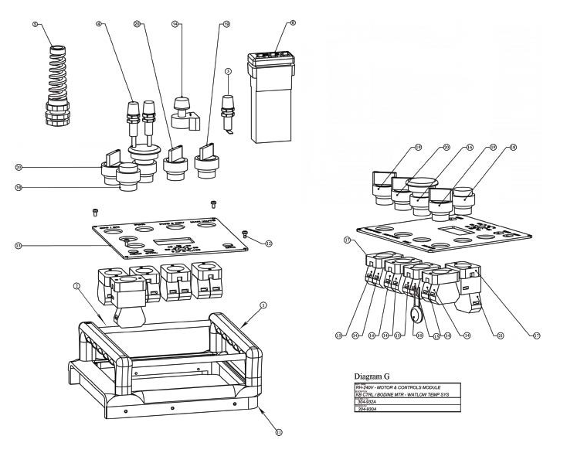
17.3 Moduline-Diagrama del motor y controles RH-240V G
17.4 Red troncal y control del chasis
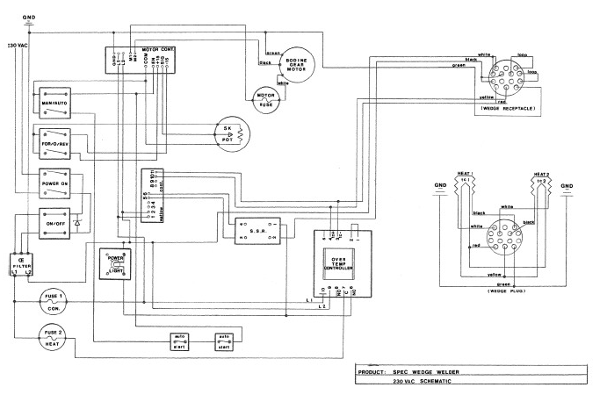
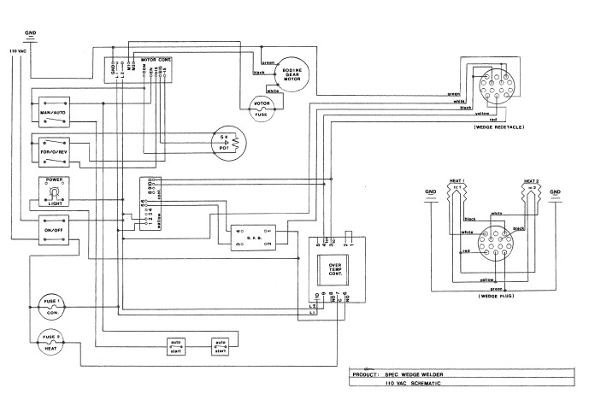
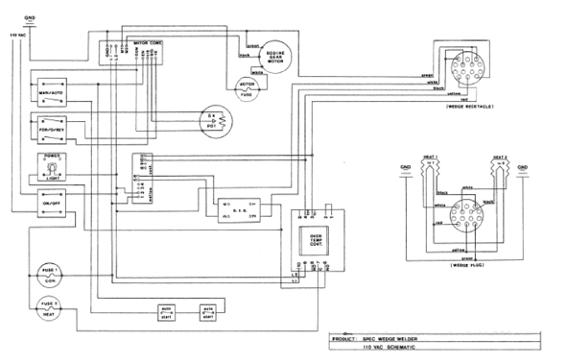
18.0 Esquema eléctrico
18.1 110V
18.2 220V