
Este manual de instrucciones pretende ser una guía para el manejo de la soldadora T3 Extreme Seam. Para garantizar un rendimiento óptimo de su soldadora, siga exactamente las recomendaciones y especificaciones.
Índice
- Capítulo 2. Explicación de las advertencias Explicación de las advertencias
- Capítulo 3. Requisitos eléctricos y de aire Requisitos eléctricos y de aire
- Capítulo 4: Principios del sellado térmico
- Capítulo 5. Definición de controles Definición de los controles
- Capítulo 6. Funcionamiento Operación
- Capítulo 7: Ajuste
- Capítulo 8: Consejos de soldadura
- Capítulo 9. Accesorios Accesorios
- Capítulo 10. Mantenimiento Mantenimiento
- Capítulo 11: Piezas de recambio recomendadas
- Capítulo 12: Transporte y almacenamiento
- Capítulo 13: Documentos adicionales de la máquina
Para obtener más información técnica sobre esta máquina, llame a nuestro Centro de resoluciones al 1-855-888-WELD o envíe un correo electrónico a service@weldmaster.com.
1.0 Uso previsto
La T3 es una soldadora rotativa de cuña caliente destinada a termosellar plásticos térmicos soldables como:
- Tejidos laminados y recubiertos de vinilo (PVC)
- Películas de vinilo (PVC) y poliuretano (PU)
- Tejido recubierto de poliuretano (PU) y polipropileno (PP)
- Polietileno (PE)
- Películas y tejidos de caucho termoplástico (TPR)
- Poliéster y polipropileno no tejidos
- Varias cintas de fusión
- Cinta soldable
- Productos extruidos rígidos
El fabricante no aprueba:
- Cualquier otro uso para estas máquinas.
- La retirada de las protecciones de seguridad durante el funcionamiento.
- Modificación no autorizada de las máquinas.
- Utilizar piezas de recambio no homologadas por el fabricante.
![]() Sólo un técnico debidamente formado puede manejar y/o realizar cualquier operación de mantenimiento rutinario oreparaciones de las máquinas.
Sólo un técnico debidamente formado puede manejar y/o realizar cualquier operación de mantenimiento rutinario oreparaciones de las máquinas.
NOTA: El fabricante no se hace responsable de los daños o lesiones que se produzcan por un uso inadecuado de esta máquina.
2.0 Explicación de las advertencias
Hay varios símbolos de advertencia diferentes colocados en la Miller Weldmaster T3. Los símbolos sirven para alertar al operador de las zonas potencialmente peligrosas de la máquina. Familiarícese con su colocación y significado.

Precaución: Desenchufe la máquina
El adhesivo "Precaución: Desenchufe la máquina" está colocado cerca de la abertura del armario y de todos los paneles de acceso. Para evitar electrocuciones, la máquina debe estar siempre desconectada antes de abrir la puerta del armario.

Precaución: Electricidad
La pegatina "Precaución: La pegatina "Electricidad" se coloca cerca de las zonas que contienen electricidad.

Atención: Leer documento
Lea la documentación adjunta antes de utilizarlo.
3.0 Requisitos eléctricos y de aire
Advertencia Sólo un electricista cualificado puede conectar la alimentación eléctrica.
Suministro eléctrico
Debido al número de tomas de corriente de diferentes estilos disponibles, el cable no incluirá un enchufe. Se recomienda que su electricista instale un enchufe compatible con su estilo de toma de corriente. Puede optar por conectar el cable de alimentación a la toma de corriente. Se recomienda
que su electricista utilice una caja de conexiones con un interruptor de ENCENDIDO/APAGADO con protección contra cortocircuitos tal y como exige el código eléctrico local para que sea adecuada para la desconexión primaria. El Miller Weldmaster T-3 requiere la siguiente fuente de alimentación.
-16 Amperios - Monofásico - 230 Voltios
Tienda Air Supply
Miller Weldmaster T-3 incluye una válvula de suministro de aire en el taller que permite conexiones y desconexiones rápidas de
al suministro de aire del taller. Debido al número de conectores de línea de aire de diferentes estilos, no se incluye un conector rápido macho. Deberá seleccionar un enchufe rápido macho con una rosca NPT (National Pipe Thread) de 1⁄4 pulgadas para que coincida con su enchufe rápido hembra. El Miller Weldmaster T-3 requiere los siguientes requisitos de aire de taller:
-Mínimo de 3 cfm a 120 psi (estándar) u 85 litros/min a 8,3 Bar (métrico)
4.0 Principios del sellado térmico
Calor
Sistema de calentamiento por aire caliente
El calor necesario para la operación de soldadura se genera eléctricamente mediante un elemento calefactor situado dentro de la carcasa del elemento calefactor. El compresor de aire interno bombea aire sobre el elemento calefactor y transporta el calor a través de la boquilla de aire caliente, aplicando el calor al material que se va a soldar. La temperatura del aire caliente oscila entre 25 y 730 grados Celsius (100 y 1350 grados Fahrenheit).
Sistema de calefacción por cuña caliente
El sistema de calor Hot Wedge utiliza cuatro elementos de calor de cartucho para calentar eléctricamente la cuña. La temperatura de la cuña caliente oscila entre 25 y 490 grados Celsius (100 y 915 grados Fahr- enheit).
Velocidad
La velocidad de los rodillos de soldadura determina la cantidad de tiempo que el calor se aplica al material que se está soldando. Cuanto más lenta sea la velocidad, más se calentará el material. Cuanto mayor sea la velocidad, menos se calentará el material. Para obtener la mejor soldadura, debe aplicarse una cantidad mínima de calor al material y, al mismo tiempo, lograr una soldadura completa. Un exceso de calor provocará la deformación del material, mientras que un calor insuficiente impedirá que el material se suelde.
Presión
La presión del rodillo de soldadura es el paso final en la creación de una soldadura. La presión del rodillo de soldadura comprime el material calentado y completa el proceso de soldadura.
Resumen
Al termosellar, la combinación correcta de calor, velocidad y presión le permitirá conseguir una costura bien soldada.
5.0 Definición de los mandos
El fabricante sugiere que todos los operadores estén familiarizados con todos los controles de su máquina. Es en el operador conocer el propósito de todos estos controles y sus funciones.

Botón de inicio: El botón de inicio inicia el giro de la cuña y los controles del motor. Al pulsar el botón de inicio se iniciará el proceso de soldadura.
Botón de parada: El botón de parada detendrá la operación de soldadura. Al pulsar el botón de parada, la operación de soldadura se detendrá.

Rodillo de soldadura Abrir/Cerrar: La perilla de empujar/tirar abrirá o cerrará los rodillos de soldadura. Empujando el mando se cierran los rodillos de soldadura. Tirando del mando, los rodillos de soldadura se abren.

Botón de parada de emergencia: El botón de parada de emergencia detendrá las operaciones del sistema en caso de emergencia. Pulse el botón de parada de emergencia en caso de emergencia. Gire para soltar el botón de parada de emergencia.

Botón de reinicio: El botón de reinicio enciende el sistema de control de la máquina. El botón de reinicio debe pulsarse después de haber conectado la desconexión de alimentación y después de haber girado y soltado el botón de parada de emergencia.

Controlador de temperatura: El controlador de temperatura se utiliza para ajustar la temperatura deseada de la cuña. El rango de temperatura es de 0OC a 430OC. La flecha ARRIBA aumenta la temperatura programada, la flecha ABAJO la disminuye. Los botones EZ, desplazamiento y doble círculo se utilizan para las funciones de programación. La pantalla superior muestra la temperatura real y la inferior la temperatura programada. Si la pantalla no muestra la temperatura ajustada y la real, desconecte la alimentación durante 30 segundos y vuelva a conectarla.

Manómetro y regulador de presión: El manómetro y el regulador muestran y controlan la presión del rodillo de soldadura. Para aumentar o disminuir la presión del rodillo de soldadura, tire de la perilla del regulador hacia afuera y luego gírela. Gire hacia la derecha para aumentar la presión y hacia la izquierda para disminuirla. Empuje el regulador hacia adentro para bloquear la perilla en su lugar.

Control de velocidad: El control de velocidad ajusta la velocidad de los rodillos de soldadura. 0 es la velocidad más baja y 10 la más rápida. Gire el mando hasta el ajuste de velocidad deseado.

Control de retardo de accionamiento: El control de retardo de accionamiento retrasa el arranque de los rodillos de soldadura hasta que se haya presionado el botón de arranque o el pedal. El control de retardo de accionamiento debe ajustarse para permitir que la cuña esté en la posición correcta antes de que los rodillos de soldadura empiecen a girar. El ajuste será necesario para los productos individuales que se sueldan.

Desconexión de alimentación: El desconectador de alimentación conecta y desconecta la alimentación de la máquina. Para encenderla, gire la palanca a la posición ON y para apagarla, gírela a la posición OFF. El desconectador de alimentación debe estar siempre en la posición OFF cuando la máquina no esté en uso o en mantenimiento.

Enchufe del pedal: El enchufe del pedal conecta el pedal al sistema de control de la máquina. Inserte el extremo macho del enchufe en el extremo hembra del enchufe y, a continuación, apriete la tuerca roscada con los dedos. El pedal sólo debe conectarse cuando la máquina se utiliza en modo estacionario.

Suministro de aire: El suministro de aire debe conectarse al lado de suministro de la válvula de bola, 1/4" NPT. La válvula de bola debe girarse a la posición horizontal siempre que la máquina no esté en uso y bloquearse en la posición OFF cuando la máquina esté en mantenimiento.

Pedal: El pedal inicia el giro de la cuña y los controles del motor. Al pisar el pedal se inicia la operación de soldadura.
6.0 Funcionamiento
NOTA: Antes de poner en marcha la máquina, revísela cuidadosamente y asegúrese de que no haya objetos extraños debajo de la zona de soldadura. Asegúrese de que los alrededores de la máquina están libres de residuos inflamables. Sólo se permite el uso de la máquina a personas autorizadas.
Puesta en marcha
1. Conecte el cable de alimentación a la fuente de alimentación adecuada.
2. Conecte el aire al suministro de aire apropiado y gire la válvula de bola de suministro de aire a la posición ABIERTA.
3. Gire la desconexión de alimentación a la posición ON. Esto encenderá la máquina y el sistema de calefacción.
4. Asegúrese de que el botón de parada de emergencia está liberado.
5. 5. Pulse el botón de reinicio. Al pulsar el botón de reinicio se enciende el sistema de control de la máquina.
6. Suponiendo que los ajustes de la máquina y la configuración del control están en el punto deseado, la máquina está lista para su uso.
Apagado:
1. Gire el desconectador de alimentación a la posición OFF. Esto apagará la máquina y el sistema de calefacción.
2. Gire la válvula de bola de suministro de aire a la posición OFF.
Ajuste de la cuña

La colocación de la cuña es el componente más importante de la soldadura en cuña. Cuando el brazo de la cuña gira hacia dentro y se desplaza hacia delante, es imprescindible que la punta del pasador de alineación encaje en el hueco del brazo de la cuña. Antes de ajustar el sistema de cuña, asegúrese de que la presión del rodillo de soldadura está ajustada a la presión deseada. Para la mayoría de las aplicaciones, la presión del rodillo de soldadura debe ajustarse a 40-50 psi. Compruébelo accionando el pedal de accionamiento. Una colocación correcta asegurará una soldadura adecuada.

Ajuste de la altura de la cuña
Antes de comprobar la alineación de la cuña, ajuste el control de velocidad en su posición más baja, el retardo de accionamiento en su posición más alta y cierre los rodillos de soldadura.
1. Coloque la cuña en su sitio pisando el pedal de accionamiento o el botón de inicio. Una vez que la cuña haya alcanzado la posición de soldadura, observe la posición de la cuña con respecto a los rodillos de soldadura y, a continuación, suelte el pedal de accionamiento o pulse el botón de parada.
2. La altura de la cuña debe estar nivelada con el punto de pinzamiento de los rodillos de soldadura.
3. Si la altura de la cuña es superior o inferior al punto de pellizco, será necesario realizar un ajuste.
4. Para ajustar la alineación de la altura de la cuña, la cuña debe estar primero en la posición inicial.
5. Localice y afloje los pernos de bloqueo de ajuste de altura y ajuste el sistema de cuña hacia arriba o hacia abajo dependiendo de la posición de nivel requerida de la cuña al punto de pellizco.
6. Una vez realizados los ajustes, vuelva a comprobar la posición de la cuña con respecto al punto de pinzamiento del rodillo de soldadura. Véase el paso 1.

Alineación de la escuadra de la cuña
Antes de comprobar la alineación de la cuña, ajuste el control de velocidad en su posición más baja, el retardo de accionamiento en su posición más alta y cierre los rodillos de soldadura.
1. Coloque la cuña en su sitio pisando el pedal de accionamiento o el botón de inicio. Una vez que la cuña haya alcanzado la posición de soldadura, observe la posición de la cuña con respecto a los rodillos de soldadura y, a continuación, suelte el pedal de accionamiento o pulse el botón de parada.
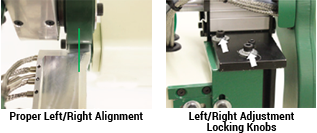
2. La alineación de escuadra de la cuña debe estar en línea de centro con los rodillos de soldadura.
3. Si la escuadra de la cuña se desvía de la línea central de los rodillos de soldadura, será necesario realizar un ajuste.
4. Para ajustar la escuadra de la cuña, ésta debe estar primero en la posición inicial.
5. Localice y afloje los pernos de bloqueo de ajuste izquierdo/derecho y ajuste la rotación del sistema de cuña dependiendo de la posición requerida de la cuña a los rodillos de soldadura.
6. Una vez realizados los ajustes, vuelva a comprobar la posición de la cuña con respecto a los rodillos de soldadura. Véase el paso 1.

Alineación de la inclinación de la cuña
Antes de comprobar la alineación de la cuña, ajuste el control de velocidad en su posición más baja, el retardo de accionamiento en su posición más alta y cierre los rodillos de soldadura.
1. Coloque la cuña en su sitio pisando el pedal de accionamiento o el botón de inicio. Una vez que la cuña haya alcanzado la posición de soldadura, observe la posición de la cuña con respecto a los rodillos de soldadura y, a continuación, suelte el pedal de accionamiento o pulse el botón de parada.
2. La inclinación de la cuña se ve mejor desde la perspectiva del operario, a la altura de los ojos con la cuña y el punto de pinzamiento del rodillo de soldadura cuando la cuña ha oscilado en su sitio.
3. Si la alineación de inclinación de la cuña no es horizontal con el punto de pinzamiento de los rodillos de soldadura será necesario un ajuste.
4. Para ajustar la alineación de inclinación de la cuña, la cuña debe estar primero en la posición inicial.
5. Localice y afloje/apriete las perillas de bloqueo de ajuste de inclinación
y ajuste el sistema de cuña a la izquierda o a la derecha dependiendo de la posición requerida de la cuña con respecto a los rodillos de soldadura. Por ejemplo, si la inclinación de la cuña requiere un movimiento hacia la izquierda, afloje primero la perilla de inclinación de la izquierda una o dos vueltas y, a continuación, apriete la perilla de inclinación de la derecha. Esto ajustará la inclinación de la cuña hacia la izquierda.
6. Una vez realizados los ajustes, vuelva a comprobar la posición de la cuña con respecto a los rodillos de soldadura. Véase el paso 1.
Cuña Alineación Izquierda/Derecha
Antes de comprobar la alineación de la cuña, ajuste el control de velocidad en su posición más baja, el retardo de accionamiento en su posición más alta y cierre los rodillos de soldadura.
1. Coloque la cuña en su sitio pisando el pedal de accionamiento o el botón de inicio. Una vez que la cuña haya alcanzado la posición de soldadura, observe la posición de la cuña con respecto a los rodillos de soldadura y, a continuación, suelte el pedal de accionamiento o pulse el botón de parada.
2. La alineación de escuadra de la cuña debe estar en línea de centro con los rodillos de soldadura.
3. Si la escuadra de la cuña se desvía de la línea central de los rodillos de soldadura, será necesario realizar un ajuste.
4. Para ajustar la escuadra de la cuña, ésta debe estar primero en la posición inicial.
5. Localice y afloje los pernos de bloqueo de ajuste izquierdo/derecho y ajuste la rotación del sistema de cuña dependiendo de la posición requerida de la cuña a los rodillos de soldadura.
6. Una vez realizados los ajustes, vuelva a comprobar la posición de la cuña con respecto a los rodillos de soldadura. Véase el paso 1.
Alineación de la profundidad de la cuña
Antes de comprobar la alineación de la cuña, ajuste el control de velocidad en su posición más baja, el retardo de accionamiento en su posición más alta y cierre los rodillos de soldadura.
1. Coloque la cuña en su sitio pisando el pedal de accionamiento o el botón de inicio. Una vez que la cuña haya alcanzado la posición de soldadura, observe la posición de la soldadura con respecto a los rodillos de soldadura y suelte el pedal de accionamiento o pulse el botón de parada.
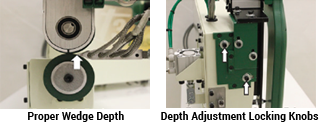
2. La alineación en profundidad de la cuña debe estar en contacto con los rodillos de soldadura para permitir el contacto y la transferencia de calor al tejido.
3. Si la alineación en profundidad de la cuña está demasiado atrás o demasiado adentro del punto de pinzamiento de los rodillos de soldadura, será necesario realizar un ajuste.
4. Para ajustar la alineación de la profundidad de la cuña, la cuña debe estar primero en la posición inicial.
5. Localice y afloje los pernos de bloqueo de ajuste de profundidad y ajuste la profundidad del sistema de cuña dependiendo de la posición requerida de la cuña al punto de pinzamiento del rodillo de soldadura.
6. Para una profundidad adecuada de la cuña, ajuste primero la punta de la cuña hasta que entre en contacto con el punto de pinzamiento de los rodillos de soldadura. Una vez que la punta de la cuña se ha ajustado a este punto, deslice el sistema de cuña 1/8" más en el punto de pellizco de los rodillos de soldadura. Esto permitirá una presión adecuada de la cuña contra la tela y los rodillos de soldadura.
7. Una vez realizados los ajustes, vuelva a comprobar la posición de la cuña con respecto a los rodillos de soldadura. Véase el paso 1.

Mala soldadura
No es una buena soldadura. Aunque el tejido está algo soldado, no es lo que podría considerarse el 100%. Una de dos cosas debe suceder para que esta soldadura sea aceptada. O la velocidad debe disminuir o el calor debe aumentar.

Buena soldadura
Esta es una buena soldadura. El tejido está soldado al 100%. Se puede ver que la tela se está delaminando en todo el ancho de la costura.

Tensión desigual del tejido
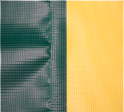
Este es un ejemplo de demasiada tensión en el panel superior. Es importante que el operador mantenga una tensión uniforme (igual) en los paneles de tejido superior e inferior mientras la máquina suelda. Como se ilustra, el panel verde pasa por el lado izquierdo (superior) de la soldadora y el panel amarillo pasa por el lado derecho (inferior) de la soldadora. Cuando se mantiene más tensión en el panel superior, el panel inferior mostrará arrugas junto a la soldadura. Ajuste la tensión mantenida para obtener un acabado más suave.
Tensión desigual del tejido
Este es un ejemplo de demasiada tensión en el panel inferior. Es importante que el operador mantenga una tensión uniforme (igual) en los paneles de tela superior e inferior mientras la máquina suelda. Como se ilustra, el panel verde pasa por el lado izquierdo (superior) de la soldadora y el panel amarillo pasa por el lado derecho (inferior) de la soldadora. Cuando se mantiene más tensión en el panel inferior, el panel superior mostrará arrugas junto a la soldadura. Ajuste la tensión mantenida para obtener un acabado más suave.

Costura perfecta
Este es un ejemplo de costura perfecta. No hay ondulaciones, arrugas ni pliegues. El calor, la velocidad y la presión, combinados con la tensión aplicada por los operadores, son perfectos.

10.0 Mantenimiento
La Miller Weldmaster T3 tiene ciertos elementos que necesitan mantenimiento para que la máquina funcione de la forma más eficaz posible. La T3 tiene tres cadenas que se utilizan para accionar los rodillos de soldadura y el rodillo de desplazamiento de la máquina. Aunque no son artículos de alto mantenimiento, las cadenas deben ser inspeccionadas cada 3 meses
para asegurarse de que no hay corrosión excesiva, óxido o suciedad. Inspeccione también si la cadena, las ruedas dentadas o los engranajes están flojos. Si es necesario, lubrique las cadenas y los engranajes una vez cada 3 meses con aceite para engranajes 80-90w.
1. Antes de iniciar las inspecciones o el mantenimiento de cualquier tipo, la desconexión eléctrica y la válvula de aire deben colocarse en la posición de apagado.
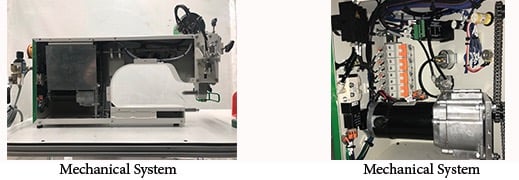
2. Retire la cubierta trasera de la máquina e inspeccione las cadenas, los piñones, los engranajes y todas las demás piezas mecánicas. Durante la inspección, busque superficies desgastadas, polvo oscuro bajo los piñones y engranajes, cadenas secas o cualquier otro signo de desgaste.
3. Engrase cadenas, piñones y engranajes según sea necesario. 4. Sustituya las piezas desgastadas según sea necesario.
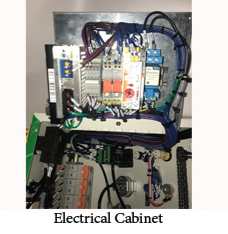
4. Una vez que el sistema mecánico ha sido inspeccionado y mantenido, inspeccione el sistema eléctrico. Comience la inspección soplando ligeramente el interior de la máquina con una pistola de aire comprimido (asegúrese de que el aire comprimido esté completamente seco y limpio). Inspeccione los componentes eléctricos, los cables y los terminales de los cables en busca de áreas oscuras o descoloridas.
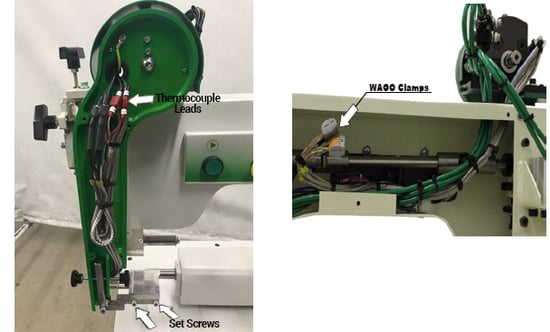
- Afloje y retire la tapa de la carcasa.
- Desconecte los cables macho y hembra del termopar.
- Desconectar los cables del cartucho calefactor de la pinza WAGO.
- Afloje los dos tornillos de fijación situados en el lateral de la cuña.
- Retire los dos pernos del soporte de montaje trasero.
- Instale el nuevo conjunto de cuña invirtiendo las instrucciones anteriores
- Al apretar los tornillos en el soporte de montaje trasero, afloje 1/8 de vuelta para que la cuña tenga algo de holgura.
6. Póngase en contacto con un representante del servicio técnico de Miller Weldmaster si tiene alguna pregunta o si desea consultar algún aspecto que le resulte incierto.
7. Una vez finalizada la inspección y el mantenimiento, vuelva a colocar la tapa trasera y apriete todos los pernos de montaje.
11.0 Recambios recomendados
Miller Weldmaster recomienda mantener en stock las siguientes piezas de repuesto:

NOTA: El fabricante no se hace responsable de los daños o lesiones que se produzcan por un uso inadecuado de esta máquina.
12.0 Transporte y almacenamiento
Transporte dentro de una planta de producción
Debido al peso de la máquina Miller Weldmaster , el fabricante requiere dos personas para mover la máquina. Al levantar la máquina, sujétese de la base y no de ninguna pieza insegura; asegúrese también de levantarla lentamente y con cuidado para evitar posibles lesiones. Asegure todos los componentes antes de levantar la máquina.
Transporte fuera de las instalaciones de producción
El fabricante exige que la máquina Miller Weldmaster se coloque en un palé y se cargue en un camión utilizando una carretilla elevadora o un motor de remolque. Las horquillas deben insertarse por debajo del bastidor inferior a lo largo del centro de gravedad. Antes de levantar la máquina, asegúrese de fijar todos los componentes. Levántela lentamente para asegurar la correcta colocación de las horquillas. Asegure la máquina al palé o al remolque y proteja los diversos controles y características embalando la máquina.
Almacenamiento
El fabricante recomienda que, siempre que la máquina no esté en uso, se proteja del exceso de polvo y humedad. El operador debe familiarizarse con los símbolos de advertencia de la máquina para estar alerta de las zonas potencialmente peligrosas de la máquina.
13.0 Documentos adicionales de la máquina





