Este manual de instrucciones pretende ser una guía para el manejo de la soldadora Triad Extreme Seam. Para garantizar un rendimiento óptimo de su soldadora, siga con precisión las recomendaciones y especificaciones.
Índice
- Capítulo 1: Introducción
- Capítulo 2: Preparación del material
- Capítulo 3: Instrucciones de uso
- Capítulo 4: Guías de materiales
- Capítulo 5: Soldadura
- Capítulo 6: Mantenimiento general
- Capítulo 7: Limpieza y bruñido de cuñas
- Capítulo 8: Ajuste de la cuña
- Capítulo 9: Sustitución de cuñas
- Capítulo 10: Instalación de cuñas
- Capítulo 11: Solución de problemas
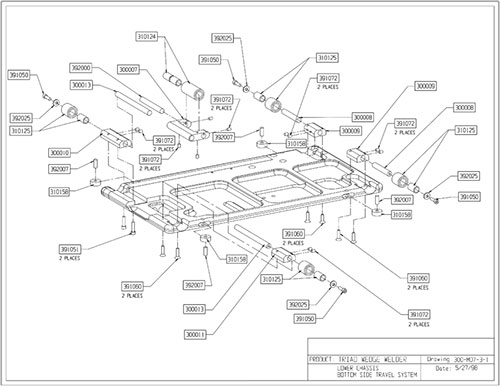
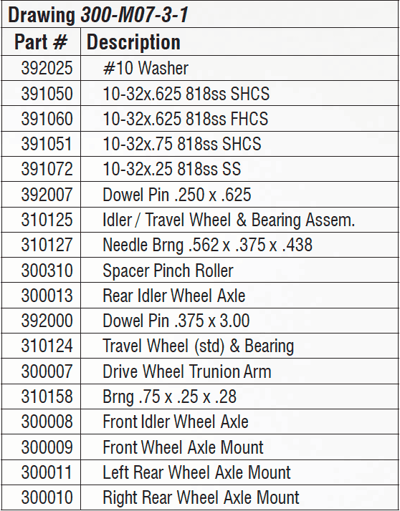
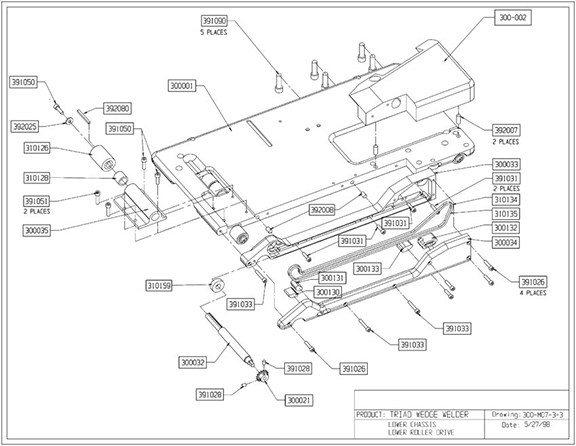
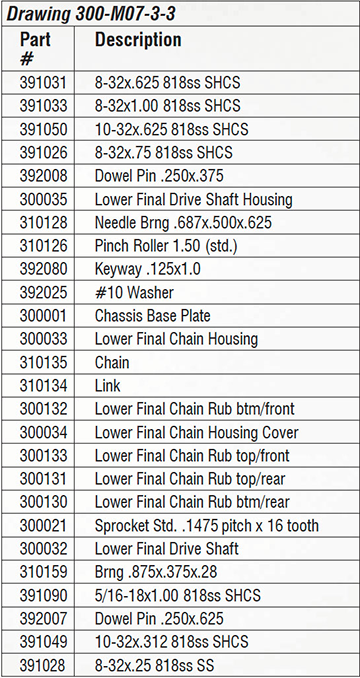
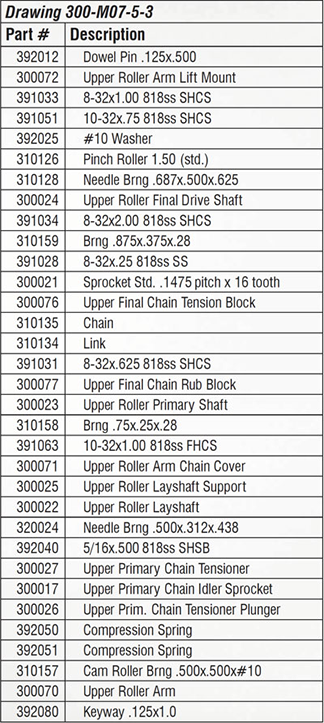
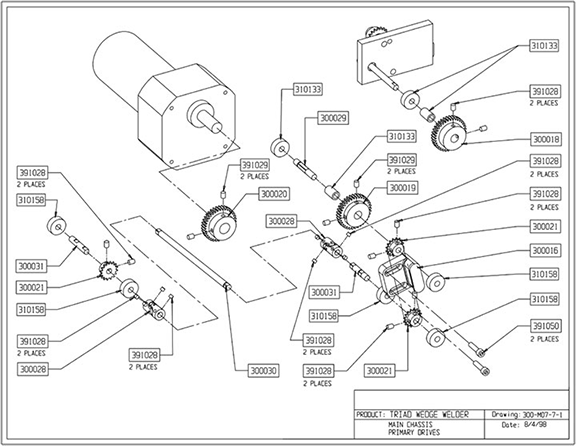
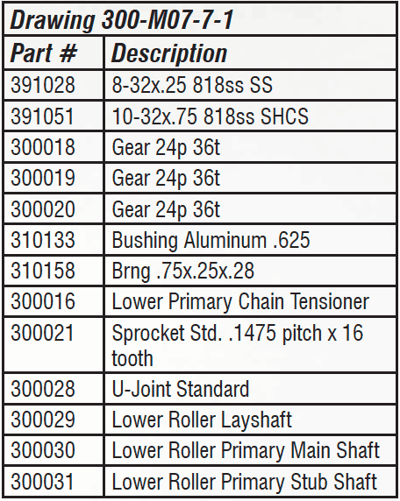
- Capítulo 12: Esquemas
- Capítulo 13: Piezas de uso común
- Capítulo 14: Documentos adicionales de la máquina
Para obtener más información técnica sobre esta máquina, llame a nuestro Centro de resoluciones al 1-855-888-WELD o envíe un correo electrónico a service@weldmaster.com.
1.0 Introducción
La máquina de soldadura por cuña en caliente Triad Extreme Seam está diseñada para la fabricación interna de una amplia gama de membranas flexibles. Esto incluye, entre otros, PVC, PP, PE, LDPE, uretano, etc.
El espesor del material que puede soldarse varía también en función del producto. El rango normal es de 5-100 mil de espesor y puede ser material soportado o no soportado.
La Triad viene completa con tres guías diferentes. Esto le permitirá realizar la soldadura de solapamiento, soldadura de dobladillo, soldadura de oración y muchas más opciones de soldadura.
La Triad utiliza una cuña caliente como fuente de calor. Este método le proporcionará un funcionamiento silencioso y sin humos. La cuña también permite soldar productos más finos sin distorsión.
La Triad puede utilizarse como soldadora estacionaria o en modo automático. Cuando se utiliza la Triad en modo automático, se recomienda un sistema de orugas. Consulte las especificaciones del sistema de orugas.
Le sugerimos que realice soldaduras de muestra de su producto para conseguir los ajustes correctos de calor, velocidad y alineación de la cuña antes de empezar a soldar.
1.1 Uso previsto
La Triad Extreme Seam Welder es una soldadora de cuña caliente destinada a termosellar plásticos térmicos soldables como:
- Tejidos laminados y recubiertos de vinilo (PVC).
- Películas de vinilo (PVC) y poliuretano (PU).
- Tejido recubierto de poliuretano (PU) y polipropileno (PP).
- Polietileno (PE).
- Películas y tejidos de caucho termoplástico (TPR) Tejidos no tejidos de poliéster y polipropileno Diversas cintas soldables.
El fabricante no aprueba:
- Cualquier otro uso para estas máquinas.
- La retirada de las protecciones de seguridad durante el funcionamiento.
- Modificación no autorizada de las máquinas.
- Utilizar piezas de recambio no homologadas por el fabricante.
 Sólo un técnico debidamente formado puede manejar y/o realizar cualquier operación de mantenimiento rutinario oreparaciones de las máquinas.
Sólo un técnico debidamente formado puede manejar y/o realizar cualquier operación de mantenimiento rutinario oreparaciones de las máquinas.
NOTA: El fabricante no se hace responsable de los daños o lesiones que se produzcan por un uso inadecuado de esta máquina.
2.0 Configuración del material
El material debe colocarse lo más plano posible, ya sea en el suelo o sobre una mesa, dependiendo de cómo haya configurado su zona de fabricación. Con la mayoría de los materiales, y especialmente con los más finos, es preferible sacar las arrugas o tirar de ellos. El uso de láminas de metal en o al lado de la máquina en la mesa, permite el uso de imanes para posicionar y sujetar el material. Una buena práctica es tensar el material con cinta adhesiva.
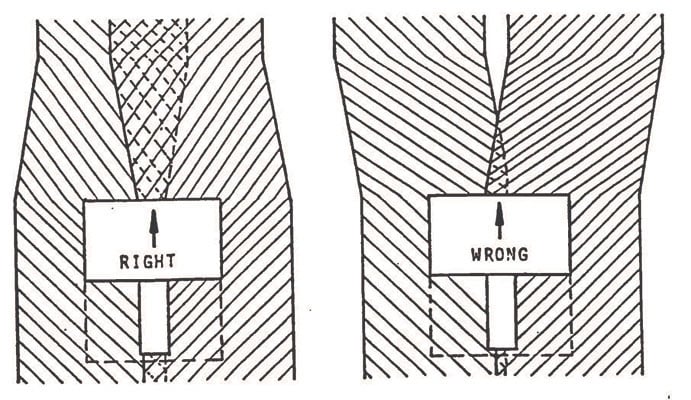
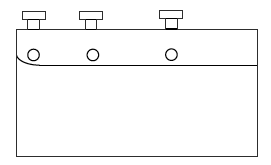
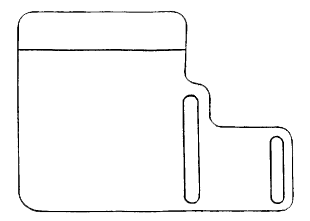
Para realizar soldaduras de solape, solapar siempre el material más que la anchura final de la soldadura. Ejemplo: Con un ancho de soldadura de 1-1/2", solape el final del material o corra de 2 a 2 1/2". La máquina y las guías frontales empujarán el material hasta el solapamiento deseado. Si el material no está solapado o posicionado correctamente, la máquina no hará la soldadura solapada deseada. Vea la muestra abajo.
3.0 Instrucciones de uso
Los siguientes procedimientos deben seguirse sólo después de haber seguido los procedimientos de Ajuste de la Cuña y Ajuste de la Guía.
-
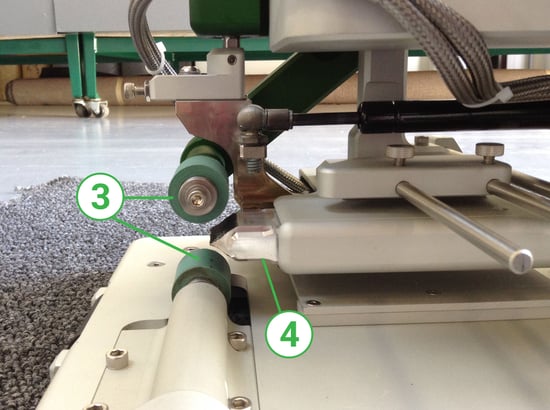
Tire hacia arriba del interruptor de encendido rojo nº 3 para encender la máquina. La luz verde #4 se encenderá con un retardo de un segundo. La luz verde permanecerá encendida como indicador de que la máquina está encendida. (Empuje hacia abajo el Interruptor Rojo #3 para apagar la máquina)
-
El Controlador de Temperatura #7 se encenderá con un retardo de 1-2 segundos después de que se encienda la Luz Verde de Encendido. Las unidades vienen ajustadas de fábrica en grados Celsius. Pulse el botón Set y manténgalo pulsado, ahora pulse el botón arriba o abajo hasta que alcance la temperatura deseada. El tiempo de calentamiento es sólo de uno a dos minutos. No ajuste el calor por encima de 510 grados C. Para soldaduras de muestra, ajuste el controlador a 400 grados C. Este puede no ser su ajuste final.
-
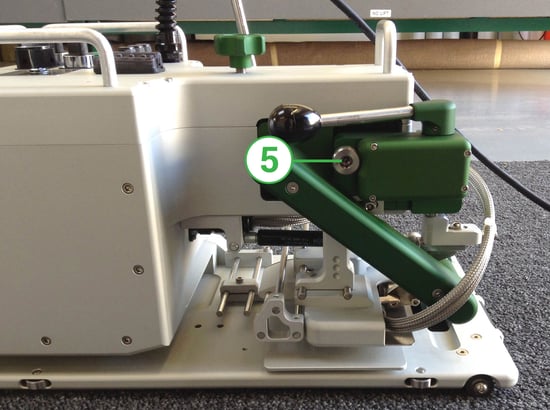
Coloque el Interruptor For/Rev #5 en la posición Adelante. Esto indica la dirección del movimiento de la máquina y del rodillo impulsor/de presión.
-
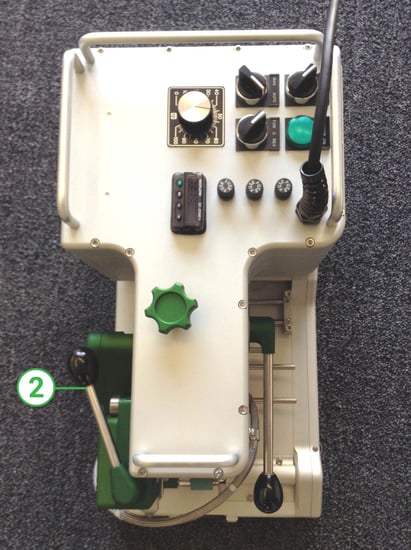
Coloque el interruptor Man/Auto nº 2 en la posición Auto. Esto engranará o pondrá en marcha los rodillos de accionamiento/presión cuando la cuña se mueva a la posición de soldadura.
-
Gire el conjunto de rueda motriz nº 10 bajo el rodillo de presión inferior. Esto hará que la máquina se mueva o automática. Con el conjunto de rueda motriz fuera, la máquina puede utilizarse en modo estacionario.
-
#1 es el Control de Velocidad. Es ajustable de 0-30 pies por minuto. El ajuste normal estará en el rango de 30 a 60, para mercancías de 12-30 mil.
-
#8 es la perilla de presión. Se puede ajustar para más o menos presión, dependiendo del espesor del material.
-
Inserte el material en la máquina con las guías apropiadas instaladas y cierre la manija #9 de la rueda de presión.
-
Gire la manivela de enganche de la cuña nº 11 hacia la máquina, esto iniciará automáticamente el movimiento de avance de la Triad y enganchará la cuña con el material.
-
Ajuste el control de velocidad hacia arriba o hacia abajo hasta que pueda verificar que está obteniendo una soldadura adecuada.

4.0 Guías de materiales
Todas las Guías que se muestran a continuación se incluyen con la compra de la máquina estándar. Cada guía le dará un tipo específico de soldadura y más. Sólo se puede utilizar un sistema de guías a la vez.
La guía superior se utilizará con las tres funciones de soldadura diferentes, solapamiento, dobladillo y soldadura de oración. Todas las guías son ajustables.
Para conseguir una soldadura precisa sin solapas sueltas en la parte superior o inferior de la chapa, las guías deben ajustarse de forma que queden uniformes con la anchura de la cuña, o zona de soldadura.
Guía de solapamiento
Guía superior
Guía del dobladillo
Oración o guía de aletas

5.2 Soldadura de dobladillos
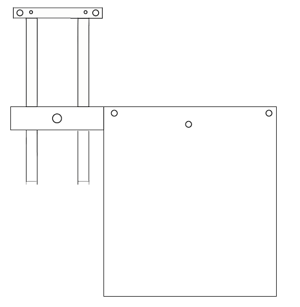
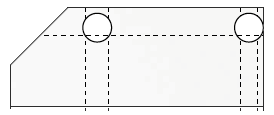
Deslice la guía del dobladillo #2 sobre las tres barras inoxidables hasta la guía exterior del cuerno #3 (Diagrama #1), dejando suficiente área entre las dos para que el material se deslice fácilmente. Apriete el tornillo de mariposa (B) (Diagrama #1), esto permitirá que la guía exterior del sonotrodo y la guía del dobladillo se muevan como una sola. Esto dicta el tamaño del dobladillo a soldar. Empuje la guía del dobladillo #4 (Diagrama #2) para conseguir la anchura o tamaño del dobladillo deseado. Una vez hecho esto, apriete los tornillos de mariposa (C) (diagrama nº 1) para fijarlos en su sitio.

5.3 Oración o soldadura de aletas
Coloque la Guía de Oración nº 5 bajo el sonotrodo, introduciendo la chaveta en la ranura. Sujete con el tornillo proporcionado una vez que se haya completado la alineación adecuada.

5.4 Guías frontales
Las Guías Frontales #6 son ajustables para pre-alinear el material antes de llegar al proceso de soldadura. Esto ayudará al operador en la alimentación de material en la máquina correctamente.

6.0 Mantenimiento general
El mantenimiento general debe realizarse anualmente a su Triad Extreme Welder.
Debe comprobarse la tensión de la cadena para evitar un desgaste excesivo de las cadenas y los piñones. El uso de un lubricante espumoso para cadenas se adhiere a la cadena y prolonga su vida útil.
Los rodillos de arrastre deben sustituirse si presentan cortes, puntos planos, marcas de quemaduras, etc.
El ajuste de la cuña debe comprobarse diariamente antes de realizar cualquier soldadura. El operario debe estar familiarizado con todos los ajustes de la cuña para obtener la mejor calidad de soldadura. Compruebe si hay herrajes sueltos. Los herrajes sueltos pueden alterar el ajuste de la cuña con cada enganche.
Para obtener soldaduras precisas y una mayor vida útil de la cuña, ésta debe limpiarse y afilarse con regularidad.
LIMPIEZA: La limpieza de la cuña debe hacerse diariamente. Hay dos maneras de limpiar la cuña.
-
Con los rodillos de presión en posición elevada y la cuña en posición de soldadura, utilice el cepillo de latón suministrado y limpie la parte superior e inferior de la cuña. Esto puede hacerse después de cada soldadura o cuando sea necesario.
-
El segundo método para limpiar la cuña es aumentar la temperatura a 510 grados C durante 5-10 minutos. Esto quemará el residuo en la cuña y se desprenderá. Utilice el cepillo de latón para eliminar.
ESMERILADO: El esmerilado de la cuña debe realizarse si hay signos de desgaste en la cuña. Esto es evidente con soldaduras desiguales, bordes redondeados o esquinas en la cuña.
-
Instale ambos rodillos lisos de acero en la máquina, (no afile la cuña con los rodillos de silicona en la máquina).
-
Gire el interruptor de avance/retroceso a la posición de retroceso.
-
Gire la cuña hasta la posición de soldadura y cierre los rodillos.
-
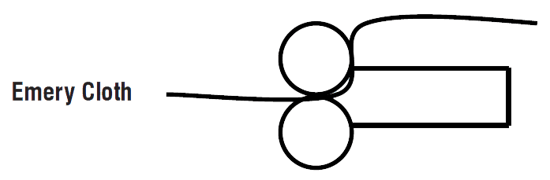
Tome el paño de esmeril fino suministrado y páselo por los rodillos de la parte superior de la cuña. Repita este paso en la parte inferior de la cuña.
-
Repita el paso 4 arriba y abajo hasta que haya un desgaste uniforme en toda la longitud de la cuña.
-
Si el bruñido no nivela la cuña, consulte la sección Ajuste de la cuña. Puede ser necesaria una combinación de bruñido y ajuste.
La correcta alineación de la cuña es esencial para lograr una soldadura adecuada. Las unidades vienen preajustadas de fábrica. Deben realizarse soldaduras de muestra antes del uso real de la máquina. Si las soldaduras de muestra son buenas sólo en un lado o en el otro, o sólo parcialmente soldadas, esto significa que la cuña no está alineada o cuadrada con los rodillos, y es necesario ajustar la alineación. Desenchufe la unidad de la fuente de alimentación y asegúrese de que la cuña esté fría antes de trabajar en la máquina.
1. Tire de la manivela del rodillo de presión nº 1 hacia abajo. Esto cerrará los rodillos de presión.

2. Gire la manija #2 de la cuña en esto enganchará la cuña con los rodillos. La cuña #4 debe descansar o ...encajar perfectamente en los rodillos #3 en ambos lados y debe estar centrada.
3. Para centrar la cuña entre los rodillos, gire el tornillo nº 5, esto afinará la cuña hacia arriba y hacia abajo. Sólo es necesario 1/8 ó 1/4 de vuelta. No voltee. Mueva el mango del rodillo de presión hacia arriba y hacia abajo lentamente para comprobar el ajuste de centrado. Mueva la manija de la cuña hacia adentro y hacia afuera para asegurar el posicionamiento correcto.
4. El tornillo de ajuste #6 moverá la cuña en un eje central a la izquierda y a la derecha. Afloje el tornillo de bloqueo #8 para realizar el ajuste. Afloje la contratuerca #7, gire el tornillo de ajuste en el sentido de las agujas del reloj para meter el lado derecho de la cuña y en el sentido contrario para meter el lado izquierdo. Una vez ajustado correctamente, apriete el tornillo de bloqueo y la contratuerca.
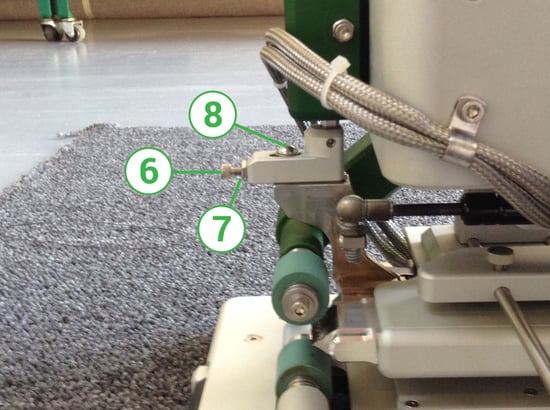
5. El tornillo de tope de la cuña nº 9 detendrá el desplazamiento de la cuña al colocarla en la posición de soldadura. Afloje la contratuerca #10, gire el tornillo de ajuste hacia dentro o hacia fuera hasta la posición adecuada. El borde de la cuña debe encajar perfectamente en los rodillos de cada extremo.

Realice una soldadura de prueba antes de continuar con el trabajo. Los ajustes finos se pueden hacer mientras la cuña está caliente. No coloque la cuña caliente en los rodillos de silicona sin material en la máquina durante períodos prolongados, ya que distorsionará la silicona.
NOTA: Para productos más gruesos (30 mm o más) puede ser necesario retirar la cuña para dejar espacio para el material.La cuña debe sustituirse cuando el bruñido y el ajuste dejen de ser eficaces. Si el calentador falla después de un tiempo, es posible que no se pueda extraer fácilmente. Lo más probable es que la cuña y el calentador deban sustituirse juntos.
-
Desenchufe la máquina y asegúrese de que la cuña esté fría.
-
Retire el tornillo #11 del soporte de suspensión y retire el conjunto #14 de la carcasa de la cuña.
-
Desenrosque y separe el conector del calentador nº 12.
-
Retire ambos tornillos de cuña # 13, y retire la cuña.
-
Instale la nueva cuña con los tornillos de cuña. Coloque el conector del calentador y vuelva a colocar la cuña.
-
Centrar la carcasa con el tornillo nº 11 y apretar.
-
Puede ser necesario alinear la cuña, consulte la sección Ajuste de la cuña.
10.0 Instalación de cuñas

Instale la cuña en el brazo de montaje de la cuña junto con el soporte del cable utilizando dos tornillos (observe la foto insertada). Coloque los cables del calefactor correctamente en el soporte del cable y cierre suavemente las lengüetas para fijarlos.

Con la cuña en la posición enganchada, utilice bridas para juntar los cables del calentador. Observe la envoltura de los cables del calentador alrededor del brazo del rodillo de arrastre superior y alrededor de la parte posterior de Triad.

Con el clip y el tornillo, fije alrededor de los cables del calefactor y colóquelos en el cuerpo de la Triada. No apriete del todo.

Conecte eléctricamente la cuña caliente al receptáculo del cuerpo del Triad. Una vez conectada, doble cómodamente el cable calefactor y colóquelo correctamente en la pinza. Gire la cuña hacia dentro y hacia fuera de la posición de soldadura para asegurarse de que la envoltura alrededor de la parte posterior de Triad es cómoda. Cuando haya terminado, apriete el clip para asegurarlo.

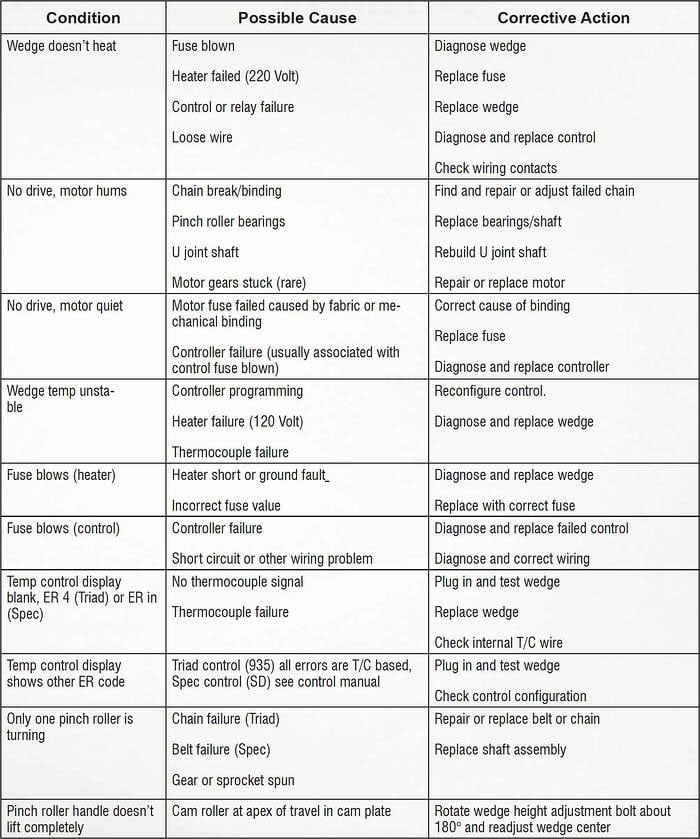
11.0 Solución de problemas
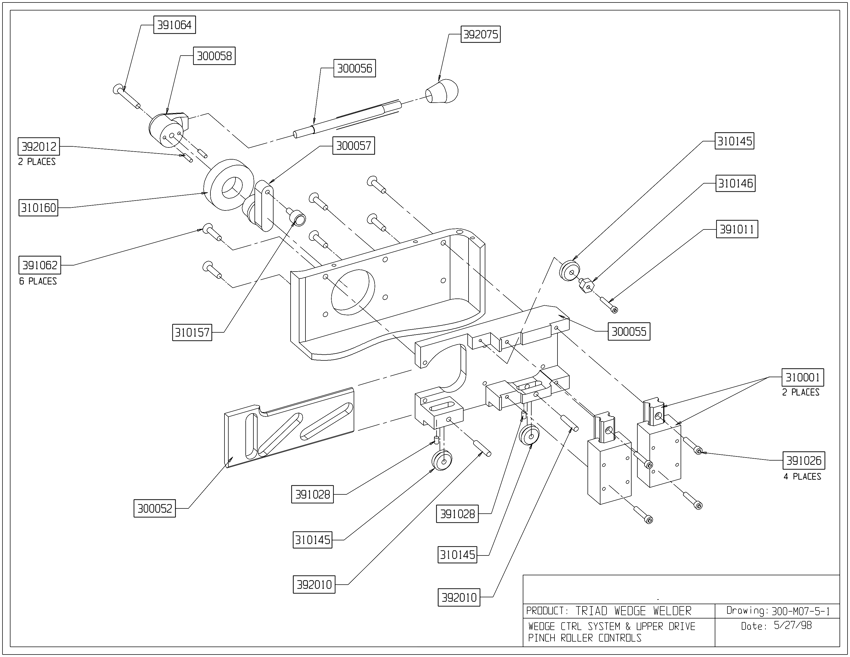
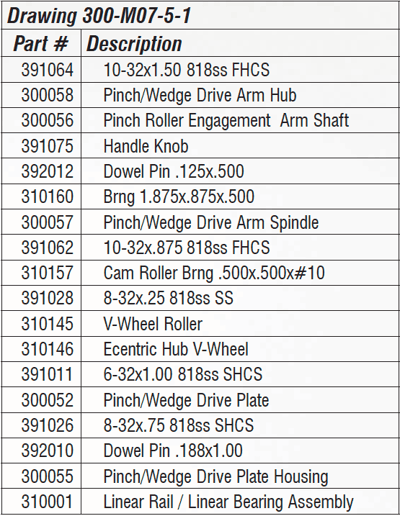
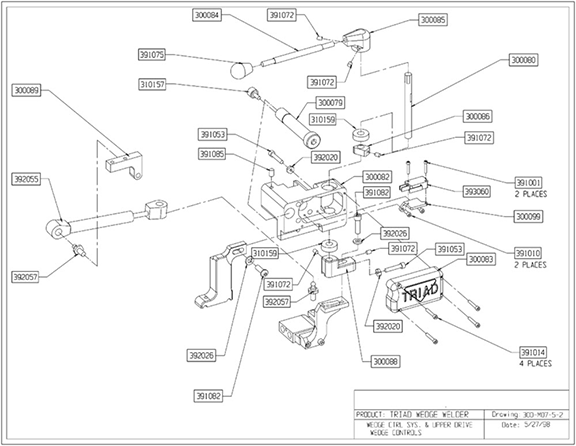
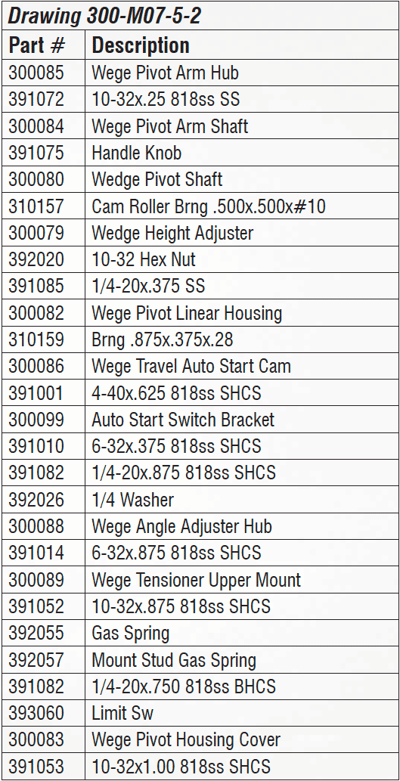
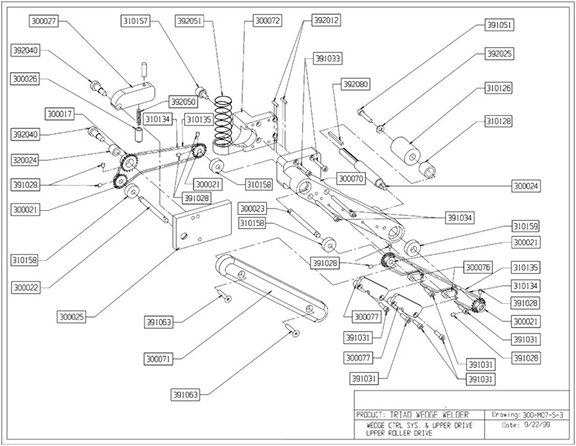
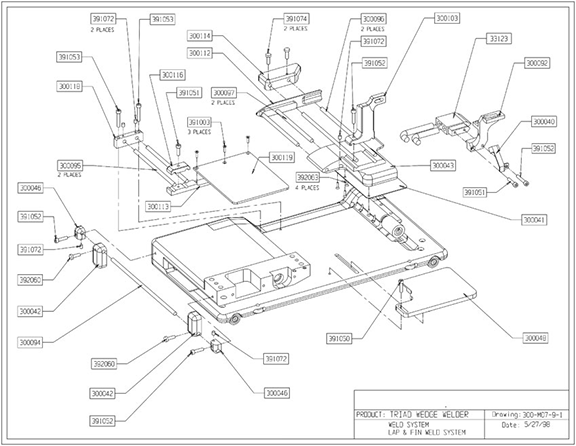
12.7 Sistema de soldadura de solapas y aletas
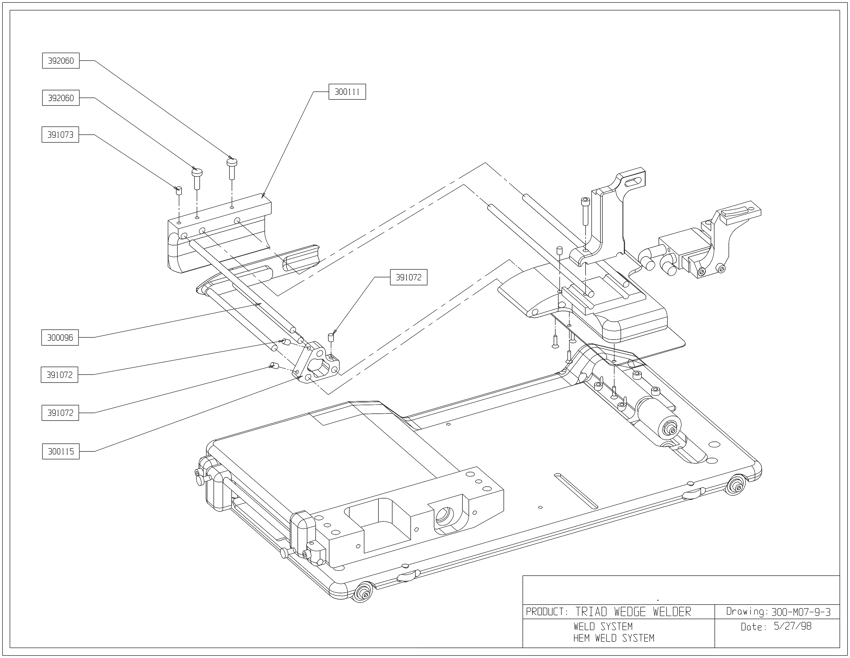
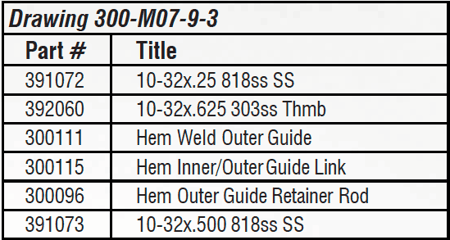
12.8 Sistema de soldadura de dobladillos
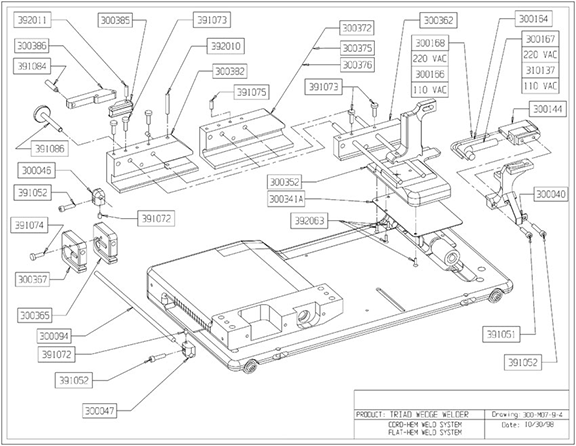
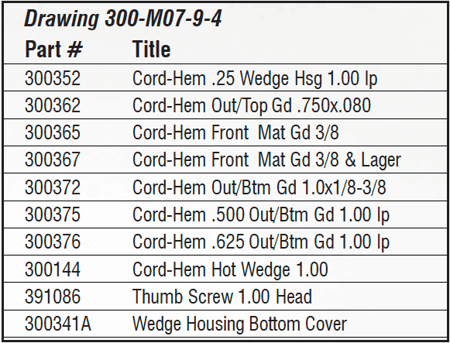
12.9 Sistema de soldadura Cord/Flat Hem
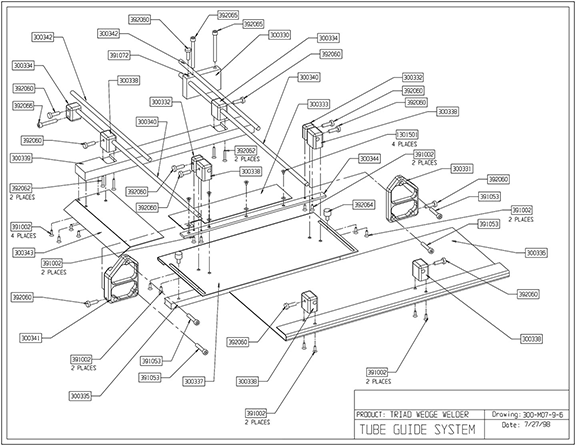
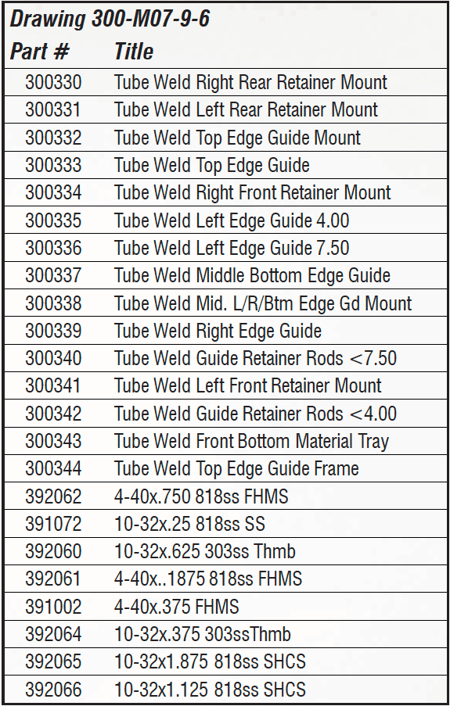
12.10 Sistema de guía de tubos
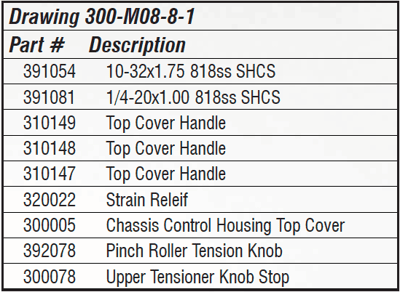
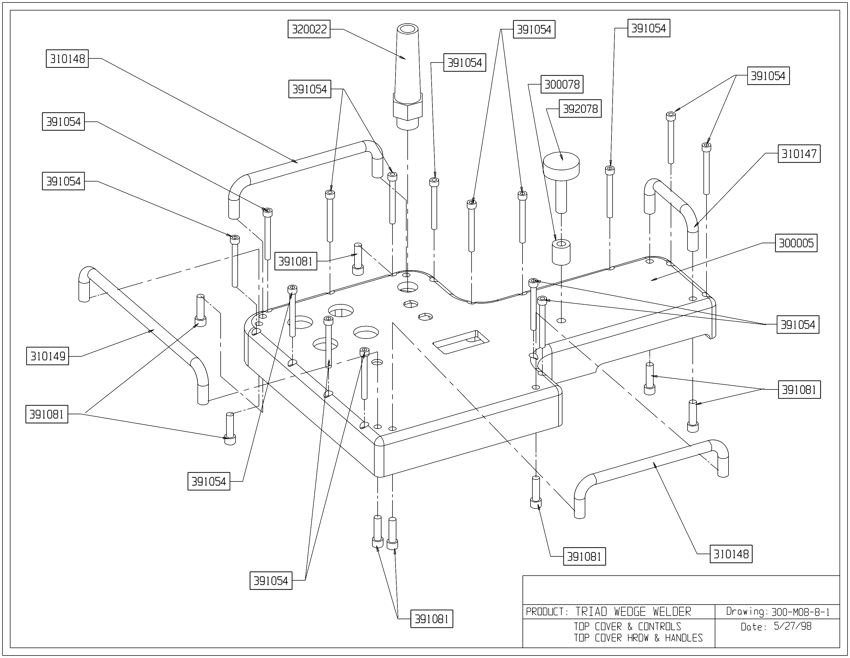
12.11 Dobladillo y asas de la cubierta superior
12.12 Sistema de guía de tubos
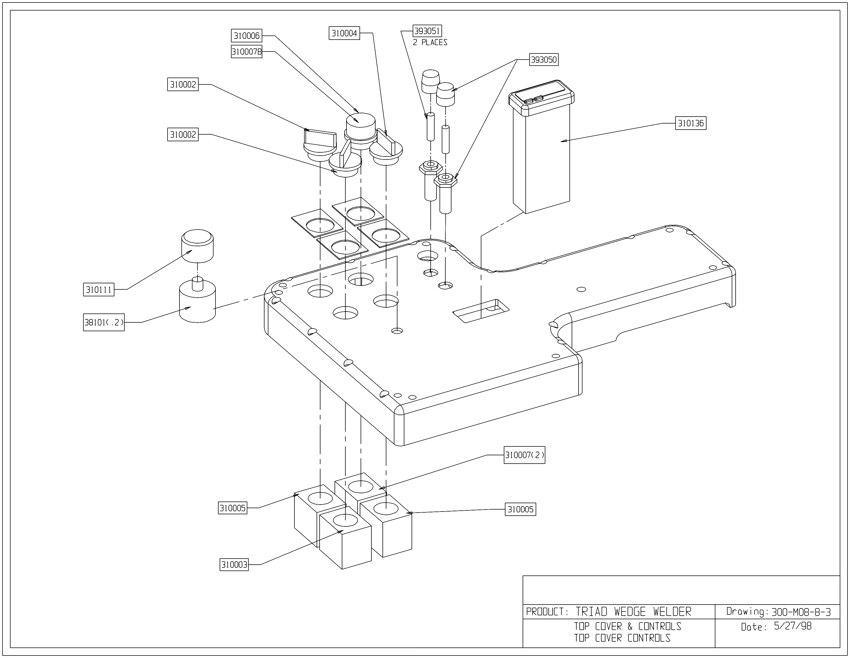
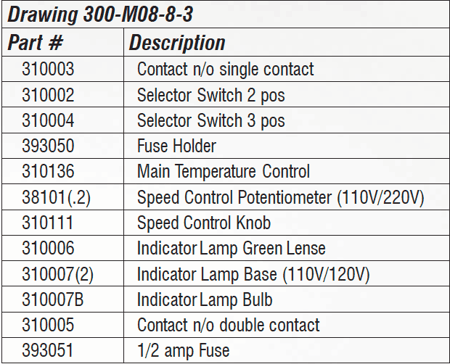
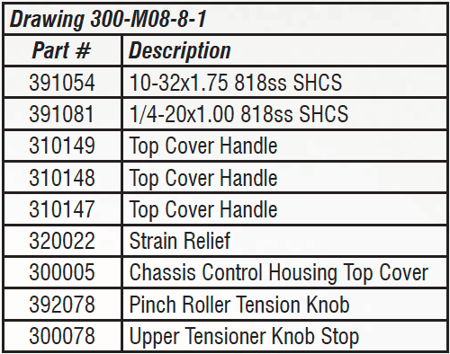
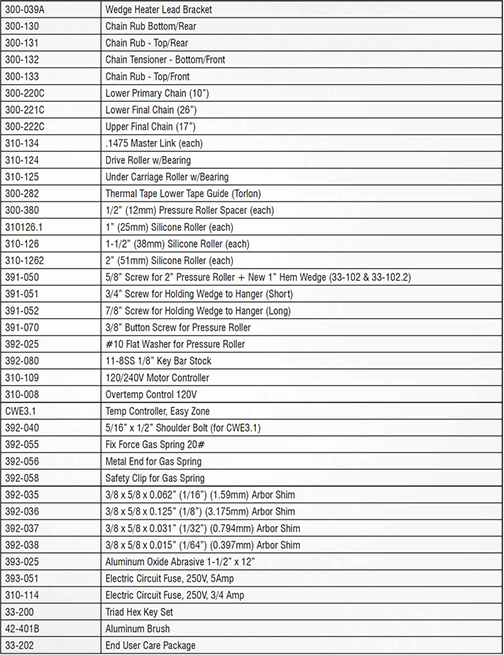
13.0 Piezas de uso común
14.0 Documentos adicionales de la máquina







