Este manual de instrucciones tiene por objeto servir de guía durante el funcionamiento de la PS150. Para garantizar un rendimiento óptimo de su soldadora, siga exactamente las recomendaciones y especificaciones.
Índice
- Capítulo 1: Uso previsto
- Capítulo 2: Explicación de las advertencias
- Capítulo 3: Requisitos eléctricos y de aire
- Capítulo 4: Principios del sellado térmico
- Capítulo 5: Principios de funcionamiento
- Capítulo 6: Especificaciones de la máquina
- Capítulo 7: Sustitución y mantenimiento de componentes
- Capítulo 8. Documentos adicionales de la máquina Documentos adicionales de la máquina
Para obtener más información técnica sobre esta máquina, llame a nuestro Centro de resoluciones al 1-855-888-WELD o envíe un correo electrónico a service@weldmaster.com.
1.0 Uso previsto
La PS150 es una soldadora rotativa de aire caliente destinada a termosellar plásticos térmicos soldables como:
Tejido recubierto de polipropileno (PP)
Tejidos recubiertos de polietileno (PE)
El fabricante no aprueba:
Cualquier otro uso para estas máquinas.
La retirada de las protecciones de seguridad durante el funcionamiento.
Modificación no autorizada de las máquinas.
Utilizar piezas de recambio no homologadas por el fabricante.
![]() Sólo un técnico debidamente formado puede manejar y/o realizar cualquier mantenimiento rutinario o reparación de las máquinas.
Sólo un técnico debidamente formado puede manejar y/o realizar cualquier mantenimiento rutinario o reparación de las máquinas.
NOTA: El fabricante no se hace responsable de los daños o lesiones que se produzcan por un uso inadecuado de esta máquina.
2.0 Explicación de las advertencias
Hay varios símbolos de advertencia diferentes colocados en Miller Weldmaster PS150 . Los símbolos sirven para alertar al operador de las zonas potencialmente peligrosas de la máquina. Familiarícese con su colocación y significado.

Precaución: Caliente
El símbolo "Precaución: Caliente" se coloca en una protección cerca de las superficies calientes.

Peligro Puntos de pinzamiento
El símbolo "Peligro: El símbolo "Peligro: puntos de pellizco" está colocado cerca de los posibles puntos de pellizco. No coloque ninguna parte del cuerpo cerca de estas secciones de la máquina mientras la máquina esté en funcionamiento.

Precaución: Desenchufe la máquina
El adhesivo "Precaución: Desenchufe la máquina" está colocado cerca de la abertura del armario y de todos los paneles de acceso. Para evitar electrocuciones, la máquina debe estar siempre desconectada antes de abrir la puerta del armario.

Advertencia: Mantenga las manos alejadas
El adhesivo "Advertencia: Mantenga las manos alejadas" está colocada en el conjunto calefactor. Para evitar pellizcos o quemaduras, esté atento en todo momento a la ubicación de sus manos.

Advertencia: Aire a alta temperatura
El adhesivo "Advertencia: Aire a alta temperatura" en el conjunto calefactor.

Precaución: Electricidad
La pegatina "Precaución: La pegatina "Electricidad" se coloca cerca de las zonas que contienen electricidad.
Precaución: Sharp
El adhesivo "Precaución: Afilado" se coloca cerca de las zonas que contienen componentes afilados.

Bloqueo Etiquetado:
La alimentación de cada variador de frecuencia de CA se suministra mediante un bloque de fusibles que se puede bloquear y etiquetar. Se utiliza un destornillador en la ranura de la parte frontal de la maneta para abrirla. Una vez abierta, el usuario puede tirar de ella con la mano y bloquear el dispositivo.
La Atención:
La etiqueta está situada cerca del límite inferior del sistema de ajuste de altura. Una vez que la máquina se haya ajustado a la altura de funcionamiento deseada, suba el collarín de sujeción hasta la parte inferior del soporte y apriételo en su sitio. Al hacer esto se crea un límite inferior de ajuste de altura de modo que la máquina bajará una cantidad mínima desde la altura de operación.
3.0 Requisitos eléctricos y de aire
Advertencia Sólo un electricista cualificado puede conectar la alimentación eléctrica.
Preparación - Potencia y aire
- Asegúrese de que la fuente de alimentación está a 230v, 30amp, 50/60hz o 480v,30amp, cuando se ha suministrado el transformador reductor apropiado, 50/60hz. y que el suministro de presión llega a 100 psi (6,9 bar) cuando la máquina está funcionando.
- Asegúrese de que el voltaje y la corriente se dedican a la máquina y a la especificación anterior.
- Debe realizarse una conexión a tierra adecuada al terminal de tierra previsto en la máquina.
 Antes de utilizar la máquina, asegúrese de que la zona circundante esté libre de residuos inflamables. Sólo personas autorizadas deben estar en el área de la máquina mientras esté en uso.
Antes de utilizar la máquina, asegúrese de que la zona circundante esté libre de residuos inflamables. Sólo personas autorizadas deben estar en el área de la máquina mientras esté en uso.- En caso de emergencia, pulse el botón de parada de emergencia
Suministro eléctrico
Debido al número de tomas de corriente de diferentes estilos disponibles, el cable no incluirá un enchufe. Se recomienda que su electricista instale un enchufe que sea comparable a su estilo de toma de corriente. Puede optar por conectar el cable de alimentación a la fuente de alimentación. Se recomienda que su electricista utilice una caja de conexiones con un interruptor ON/OFF. El Miller Weldmaster PS150 requiere uno de los siguientes requisitos eléctricos:
30 Amp - Trifásico - 230 Voltios
30 amperios - trifásico - 480 voltios (cuando se ha suministrado el transformador reductor adecuado) adecuado)
Tienda Air Supply
Miller Weldmaster PS150 incluye una válvula de suministro de aire en el taller que permite conexiones y desconexiones rápidas al suministro de aire del taller. Debido al número de conectores de línea de aire de diferentes estilos, no se incluye una conexión rápida macho. Deberá seleccionar una conexión rápida macho con una rosca NPT (National Pipe Thread) de 3/8 de pulgada para que coincida con su conexión rápida hembra. El Miller Weldmaster PS150 requiere los siguientes requisitos de aire de taller:
- Mínimo de 20 cfm a 100 psi
- No superior a 565 litros/min a 6,9 bares
- Un separador de agua y suciedad en línea
4.0 Principios del sellado térmico
Calor: Sistema de calentamiento por aire caliente: El calor necesario para la operación de soldadura se genera eléctricamente mediante un elemento calefactor (o dos, dependiendo de la aplicación) situado dentro de la carcasa del elemento calefactor. El suministro de aire del taller suministra aire sobre el elemento calefactor y transporta el calor a través de la tobera de aire caliente, aplicando el calor al material que se va a soldar. La temperatura del aire caliente oscila entre 25 y 800 grados Celsius (77 y 1472 grados Fahrenheit).
Velocidad: La velocidad de los rodillos de soldadura determina la cantidad de tiempo que el calor se aplica al material que se está soldando. Cuanto más lenta sea la velocidad, más se calentará el material. Cuanto más rápida sea la velocidad, menos se calentará el material. Para obtener la mejor soldadura, debe aplicarse una cantidad mínima de calor al material y, al mismo tiempo, lograr una soldadura completa. Un exceso de calor provocará la deformación del material, mientras que un calor insuficiente impedirá que el material se suelde.
Presión: La presión de los rodillos de soldadura comprime el material calentado para completar el proceso de soldadura.
Resumen
La combinación correcta de calor, velocidad y presión del rodillo le permitirá conseguir una costura correctamente soldada.
5.0 Principios de funcionamiento
La PS150 es una termoselladora que suelda tejidos o películas de plástico térmico por Aire Caliente, mediante la aplicación de presión, velocidad constante y temperatura precisa para un sellado perfecto de los materiales de plástico térmico.
Controles: Objetivos y funciones
Pantalla de control del operador
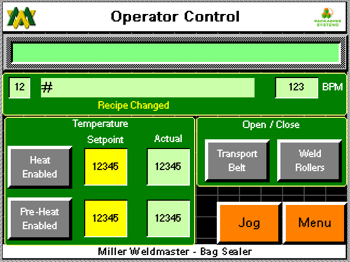
- Campo de texto superior central: El campo de texto listará las alarmas actuales. Los botones arriba/abajo situados junto al cuadro de texto permitirán al usuario desplazarse hacia arriba/abajo por la lista de alarmas actuales.
- MSG0 cuadro de texto: El campo del cuadro de texto indicará el estado actual de la máquina. Sistema en reposo, Sistema en marcha, Pausa, Avanzar trabajo, Puerta Conv abierta, Alarma activa, Reiniciar EPO, Parada de emergencia del lado de control del operario y Parada de emergencia del lado de control del no operario.
- Luz indicadora roja: La luz indicadora roja mostrará el mismo color que la luz de la pila en el modo de color sólido.
- Bolsa/Min: El "0" indica el promedio actual de bolsas por minuto que pasan por la máquina.
- Pies/Min: "0" indica el promedio actual de bolsas por minuto que pasan por la máquina.
- Boquilla de soldadura OFF: Al pulsar el botón se activará/desactivará el sistema de calor. Pulse una vez para cambiar a la condición opuesta.
- Actual (F): El número que se muestra es a qué temperatura está leyendo actualmente el termopar en la base de la carcasa del elemento.
- Consigna (F): El número que se muestra es a qué temperatura se le está indicando al controlador de temperatura que mantenga la temperatura. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar el punto de ajuste.
- Boquilla de precalentamiento OFF: Al pulsar el botón se activará/desactivará el sistema de calefacción. Pulse una vez para cambiar a la condición opuesta.
- Rodillo de soldadura: Al pulsar el botón se abrirán/cerrarán los rodillos de soldadura. Pulse una vez para cambiar a la condición opuesta.
- Cinta de transporte: Al pulsar el botón se abrirán/cerrarán las cintas de transporte. Pulse una vez para cambiar a la condición opuesta.
- Jog FWD: Al pulsar el botón, el sistema de accionamiento se desplazará hacia delante a baja velocidad. Esta función sirve únicamente para probar el movimiento de los motores y del sistema de accionamiento. No está diseñada para funcionar de forma sincronizada. Jog FWD sólo aparecerá cuando la máquina esté en estado de pausa.
- Menú: Al pulsar el botón de menú, el usuario accederá a la pantalla del menú principal.
Pantalla del Menú Principal, Nivel Operador
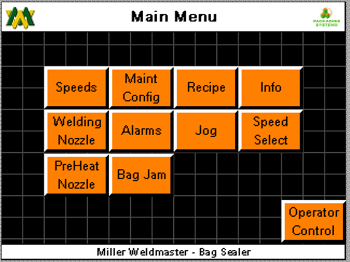
-
- Configuración de Operador: Al pulsar el botón Configuración de Operador, el usuario accederá a la Configuración de Operador, Nivel Operador.
- Historial de Alarmas: Al pulsar el botón Historial de Alarmas, el usuario accederá a la Pantalla de Historial de Alarmas.
- Inicio de sesión: Al pulsar el botón Iniciar sesión, el usuario accederá a la pantalla de inicio de sesión.
- Cerrar sesión: Pulsando el botón Logout se cerrará la sesión y el usuario volverá a las pantallas visibles de la base.
- Operación: Al pulsar el botón Operación, el usuario accederá a la pantalla de control del operador.
Configuración de operador, nivel de operador
- Número de receta: El número que aparece en el cuadro de texto es el número de la receta que se muestra actualmente. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permitirá al usuario cambiar al número de receta deseado. La flecha arriba/abajo situada a la derecha/izquierda del cuadro de texto también se ajustará a la siguiente receta. Al tocar la flecha una vez, la receta cambiará a la siguiente receta.
- Nombre de la receta: El texto mostrado es el nombre que se le ha dado a la receta actual. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permitirá al usuario cambiar el texto.
- Activar: Al pulsar el botón de activación se cargará el ajuste guardado de la receta visualizada en los puntos de ajuste correspondientes. Por ejemplo, al ajustar la velocidad, debe modificarse el ajuste de velocidad y, a continuación, pulsar el botón de activación para enviar el cambio a ese punto de ajuste concreto.
- Cinta de transporte (FT/MIN): El número que aparece en el cuadro de texto es la velocidad a la que está ajustada la cinta de transporte. La velocidad de transporte es la velocidad principal de la máquina. El número está en pies por minuto. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar la velocidad de la cinta de transporte. Al tocar la flecha una vez, la velocidad aumentará/disminuirá en 0,01 pies/min. Una vez introducido el valor de consigna deseado en el cuadro de texto, el usuario debe pulsar el botón de activación para enviar el cambio a ese valor de consigna concreto.
- Rodillo de Soldadura Frontal (FT/MIN): El número mostrado en la caja de texto es a qué velocidad está ajustado el Rodillo de Soldadura Frontal. La velocidad del Rodillo de Soldadura Frontal es esclava de la Velocidad de Transporte, pero puede ser compensada. El número está en pies por minuto. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar la velocidad del Rodillo de Soldadura Frontal. Al tocar la flecha una vez, la velocidad aumentará/disminuirá en 0.01 pies/min. Una vez que se ha introducido el punto de ajuste deseado en el cuadro de texto, el usuario debe pulsar el botón de activación para enviar el cambio a ese punto de ajuste en particular.
- Rodillo de Soldadura Trasero: La velocidad del Rodillo de Soldadura Trasero es esclava de la Velocidad de Transporte. El número está en pies por minuto. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar la velocidad del Rodillo de Soldadura Trasero. La flecha arriba/abajo localizada a la derecha/izquierda de la caja de texto también ajustará la velocidad del Rodillo de Soldadura Trasero. Al tocar la flecha una vez, la velocidad se incrementará/disminuirá en 0.01 ft/min. Una vez que el punto de ajuste deseado ha sido ingresado en la caja de texto, el usuario debe presionar el botón activar para enviar el cambio a ese punto de ajuste en particular.
- Temp. Boquilla Soldadura (F): El número mostrado es a qué temperatura se le está indicando al controlador de temperatura que mantenga la temperatura. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permitirá al usuario cambiar el Punto de Ajuste. La flecha arriba/abajo situada a la derecha/izquierda del cuadro de texto también ajustará el punto de consigna. Al tocar la flecha una vez, la temperatura aumentará/disminuirá en 1'f. Una vez introducido el valor de consigna deseado en el cuadro de texto, el usuario debe pulsar el botón de activación para enviar el cambio a ese valor de consigna concreto.
- Temp. Precalentamiento (F): El número mostrado es a qué temperatura se le está indicando al controlador de temperatura que mantenga la temperatura. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permitirá al usuario cambiar el punto de ajuste. La flecha arriba/abajo situada a la derecha/izquierda del cuadro de texto también ajustará el punto de consigna. Al tocar la flecha una vez, la temperatura aumentará/disminuirá en 1'f. Una vez introducido el valor de consigna deseado en el cuadro de texto, el usuario debe pulsar el botón de activación para enviar el cambio a ese valor de consigna concreto.
- Tiempo sin bolsa (SEC): El sensor de entrada de bolsa controla cuándo se indica al sistema de giro de la boquilla que esté en la posición de soldadura y cuándo en la posición de inicio cuando la máquina está en modo de funcionamiento. Cuando una bolsa entra en la máquina y el sensor ve la bolsa, se indica al sistema de giro de la boquilla que gire a la posición de soldadura. El número que aparece en el cuadro de texto es la cantidad de tiempo que debe transcurrir sin que pase una bolsa por el sensor de entrada de bolsas. Si se alcanza esta cantidad de tiempo, se le indica al sistema de giro de la tobera que vaya a su posición inicial hasta que se detecte otra bolsa. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permitirá al usuario cambiar el punto de ajuste.
- Guardar: Al pulsar el botón guardar se guardarán/resguardarán todos los valores de consigna actuales introducidos en cada cuadro de texto particular en la receta mostrada actualmente.
- Jog FWD: Al pulsar el botón, el sistema de accionamiento se desplazará hacia delante a baja velocidad. Esta función sólo sirve para probar el movimiento de los motores y del sistema de accionamiento. No está diseñada para funcionar de forma sincronizada. Jog FWD sólo aparecerá en la condición de pausa.
- Anterior: Al pulsar el botón anterior aparecerá la pantalla anterior.
Pantalla del menú principal, nivel SU:
- Config. Receta: Al pulsar el botón Config. Receta, el usuario accederá a la pantalla de configuración de recetas.
- Receta Activa: Pulsando el botón Receta Activa el usuario accederá a la Pantalla Receta Activa.
- Calor/Manual: Al pulsar el botón Calor/Manual, el usuario accederá a la pantalla de boquillas de soldadura de control de calor.
- Configuración de Máquina: Al pulsar el botón Configuración de la máquina, el usuario accederá a la pantalla de control del operador.
- Información remota: Al pulsar el botón Información remota, el usuario accederá a la pantalla Información remota.
- Configuración HMI: Al pulsar el botón Configuración HMI, el usuario accederá a la pantalla Configuración HMI.
- Alarmas Activas: Pulsando el botón Alarma Activa el usuario accederá a la Pantalla de Alarma Activa.
- Información: Al pulsar el botón Info, el usuario accede a la pantalla de información.
- Inicio de sesión: Al pulsar el botón Iniciar sesión, el usuario accederá a la pantalla de inicio de sesión.
- Cierre de sesión: Al pulsar el botón Logout, el usuario volverá a las pantallas visibles de la base.
- Mantenimiento SU Al pulsar el botón Mantenimiento SU, el usuario accederá a la pantalla de mantenimiento SU.
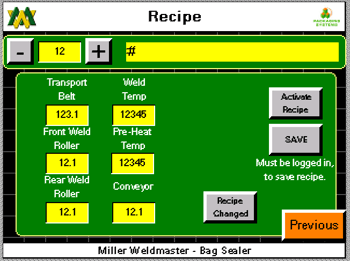
Pantalla de configuración de recetas
- Número de receta: el número que aparece en el cuadro de texto es el número de la receta que se está visualizando en ese momento. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permitirá al usuario cambiar al número de receta deseado. La flecha arriba/abajo situada a la derecha/izquierda del cuadro de texto también se ajustará a la siguiente receta. Al tocar la flecha una vez, la receta aumentará/disminuirá en 1.
- Nombre de la receta: El texto mostrado es el nombre que se le ha dado a la receta actual. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permitirá al usuario cambiar el texto.
- Activar: Al pulsar el botón de activación se cargará el ajuste guardado de la receta visualizada en los puntos de ajuste correspondientes. Al ajustar una velocidad, por ejemplo, la configuración de velocidad debe cambiarse cuando se pulsa el botón de activación para enviar el cambio a ese punto de ajuste en particular.
- Cinta de transporte (FT/MIN): El número que aparece en el cuadro de texto indica a qué velocidad está ajustada la cinta de transporte. La velocidad de transporte es la velocidad maestra de la máquina. El número está en pies por minuto. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar la velocidad de la cinta de transporte. La flecha arriba/abajo situada a la derecha/izquierda del cuadro de texto también ajustará la velocidad del transporte. Al tocar la flecha una vez, la velocidad aumentará/disminuirá en 0,01 pies/min. Una vez introducido el valor de consigna deseado en el cuadro de texto, el usuario debe pulsar el botón de activación para enviar el cambio a ese valor de consigna concreto.
- Rodillo de Soldadura Frontal (FT/MIN): El número mostrado en la caja de texto es a qué velocidad está ajustado el Rodillo de Soldadura Frontal. La velocidad del Rodillo de Soldadura Frontal es esclava de la Velocidad de Transporte, pero puede ser compensada. El número está en pies por minuto. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar la Velocidad del Rodillo de Soldadura Frontal. La flecha arriba/abajo localizada a la derecha/izquierda de la caja de texto también ajustará la velocidad del Rodillo de Soldadura Trasero. Al tocar la flecha una vez, la velocidad se incrementará/disminuirá en 0.01 ft/min. Una vez que el punto de ajuste deseado ha sido ingresado en la caja de texto, el usuario debe presionar el botón activar para enviar el cambio a ese punto de ajuste en particular.
- Rodillo de Soldadura Trasero (FT/MIN): El número mostrado en la caja de texto es a qué velocidad está ajustado el Rodillo de Soldadura Trasero. La velocidad del Rodillo de Soldadura Trasero es esclava de la Velocidad de Transporte, pero puede ser compensada. El número está en pies por minuto. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar la Velocidad del Rodillo de Soldadura Trasero. La flecha arriba/abajo localizada a la derecha/izquierda de la caja de texto también ajustará la velocidad del Rodillo de Soldadura Trasero. Al tocar la flecha una vez, la velocidad se incrementará/disminuirá en 0.01 ft/min. Una vez que el punto de ajuste deseado ha sido ingresado en la caja de texto, el usuario debe presionar el botón activar para enviar el cambio a ese punto de ajuste en particular.
- Temp. Boquilla Soldadura (F): El número mostrado es a qué temperatura se le está indicando al controlador de temperatura que mantenga la temperatura. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permitirá al usuario cambiar el Punto de Ajuste. La flecha arriba/abajo situada a la derecha/izquierda del cuadro de texto también ajustará el punto de consigna. Al tocar la flecha una vez, la temperatura de velocidad aumentará/disminuirá en 1'f. Una vez introducido el valor de consigna deseado en el cuadro de texto, el usuario debe pulsar el botón de activación para enviar el cambio a ese valor de consigna concreto.
- Temp. Precalentamiento (F): El número mostrado es a qué temperatura se le está indicando al controlador de temperatura que mantenga la temperatura. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permitirá al usuario cambiar el punto de ajuste. La flecha arriba/abajo situada a la derecha/izquierda del cuadro de texto también ajustará el punto de consigna. Al tocar la flecha una vez, la temperatura aumentará/disminuirá en 1'f. Una vez introducido el valor de consigna deseado en el cuadro de texto, el usuario debe pulsar el botón de activación para enviar el cambio a ese valor de consigna concreto.
-
- Guardar: Al pulsar el botón guardar se guardarán/resguardarán todos los valores de consigna actuales introducidos en cada cuadro de texto particular en la receta mostrada actualmente.
- Jog FWD: Al pulsar el botón, el sistema de accionamiento se desplazará hacia delante a baja velocidad. Esta función sirve únicamente para probar el movimiento de los motores y del sistema de accionamiento. No está pensada para funcionar de forma sincronizada. Jog FWD sólo aparecerá en la condición de pausa.
- Anterior: Al pulsar el botón anterior aparecerá la pantalla anterior.
Pantalla activa de recetas
- Número de receta: El número que aparece en el cuadro de texto es el número de la receta que se muestra actualmente
- Nombre de la receta: El texto que se muestra es el nombre que se le ha dado a la receta actual.
- Cinta de transporte (FT/MIN): El número que aparece en el cuadro de texto indica a qué velocidad está ajustado el transporte. La velocidad de transporte es la velocidad maestra de la máquina. El número está en pies por min.
- Rodillo de Soldadura Frontal (FT/MIN): El número mostrado en la caja de texto es a qué velocidad está ajustado el Rodillo de Soldadura Frontal. La velocidad del Rodillo de Soldadura Frontal es esclava de la Velocidad de Transporte. El número está en pies por minuto.
- Rodillo de Soldadura Trasero (FT/MIN): El número mostrado en la caja de texto es a qué velocidad está ajustado el Rodillo de Soldadura Delantero. La velocidad del Rodillo de Soldadura Frontal es esclava de la Velocidad de Transporte. El número está en pies por minuto.
- Temp. Boquilla Soldadura (F): El número que se muestra es a qué temperatura se le está indicando al controlador de temperatura que mantenga la temperatura.
- Temp. Precalentamiento (F): El número que se muestra es a qué temperatura se le indica al controlador de temperatura que mantenga la temperatura.
- Tiempo sin bolsa: El sensor de entrada de bolsa controla cuándo se indica al sistema de giro de la boquilla que esté en la posición de soldadura y cuándo en la posición de inicio cuando la máquina está en modo de funcionamiento. Cuando una bolsa entra en la máquina y el sensor ve la bolsa, se indica al sistema de giro de la boquilla que gire a la posición de soldadura. El número que aparece en el cuadro de texto es la cantidad de tiempo que debe transcurrir sin que pase una bolsa por el sensor de entrada de bolsas. Si se alcanza este tiempo, el sistema de giro de la tobera debe ir a la posición inicial hasta que se detecte otra bolsa.
- Anterior: Al pulsar el botón anterior aparecerá la pantalla anterior.
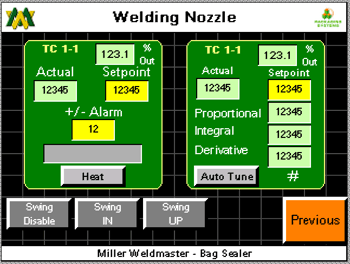
- Actual (F): El número que se muestra es la temperatura que el termopar está leyendo actualmente en la base de la carcasa del elemento. Al tocar el cuadro de texto en la pantalla, aparecerá un teclado que permitirá al usuario cambiar el valor de consigna.
- Consigna (F): El número mostrado es la temperatura a la que el controlador de temperatura debe mantener la temperatura. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar el valor de consigna.
- Alarma +/- (F): El número que se muestra es cuántos grados de variación se permiten antes de que se active la alarma de temperatura alta/baja.
- Calefacción apagada: Pulsando el botón de calefacción apagada, el sistema de calefacción se apagará/encenderá. Si el sistema de calefacción está apagado y se pulsa el botón una vez, el sistema de calefacción se encenderá.
- Calor/Manual #2: Al pulsar el botón, el usuario accederá a la pantalla de boquilla de precalentamiento de control de calor.
- Girar hacia dentro: Al pulsar el botón, la tobera del sistema de calefacción oscilará hasta su posición vertical. Al pulsar el botón una segunda vez, la boquilla del sistema de calefacción volverá a su posición inicial. El botón es un botón basculante y con una.
-
Subir: Para que el botón Oscilar hacia arriba se active, la oscilación del sistema de calefacción debe estar en posición vertical. Si no está en posición vertical, el botón Swing Up no se activará. Al pulsar el botón, la boquilla del sistema de calefacción se deslizará hacia arriba. Al pulsar el botón por segunda vez, la tobera del sistema de calefacción se deslizará a su posición baja. El botón es un botón basculante y con una pulsación del botón el sistema de oscilación se deslizará hacia arriba/abajo. ADVERTENCIA No deje la tobera en la posición hacia arriba durante más de 3 segundos o se producirán daños en los rodillos de soldadura.
- Jog FWD: Al pulsar el botón, el sistema de accionamiento se desplazará hacia delante a baja velocidad. Esta función sólo sirve para probar el movimiento de los motores y del sistema de accionamiento. No está diseñada para funcionar de forma sincronizada. Jog FWD sólo aparecerá en la condición de pausa.
- Autoajuste Proporcional: El número mostrado es el valor de banda proporcional que el controlador de temperatura está utilizando actualmente para el lazo de control de temperatura.
- Auto Ajuste Integral: El número mostrado es el valor del tiempo Intergral que el controlador de temperatura está utilizando actualmente para el lazo de control de temperatura.
- Autoajuste Derivativo: El número mostrado es el valor del tiempo Derivativo que el controlador de temperatura está utilizando actualmente para el lazo de control de temperatura.
- Sintonización automática: Al pulsar este botón, el control de temperatura pasará a un estado de sintonización automática. ADVERTENCIA Antes de la sintonización automática, ajuste el punto de ajuste de temperatura a 800' f y deje que la temperatura real se acerque al punto de ajuste. De lo contrario, podrían dañarse los elementos u otros componentes del sistema de calefacción. La sintonización automática sólo debe utilizarse cuando la temperatura fluctúa por una razón desconocida. Deben agotarse todos los esfuerzos para identificar un componente defectuoso del sistema de calefacción, la presión del aire, el flujo de aire o cualquier otra razón antes de realizar la sintonización automática.
- Menú: Al pulsar el botón de menú, el usuario accederá a la pantalla del menú principal.
Pantalla de la boquilla de precalentamiento
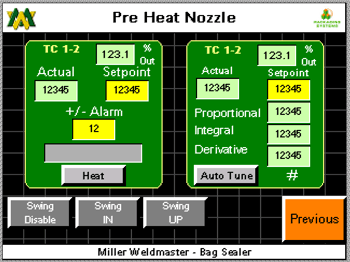
- Actual (F): El número que se muestra es la temperatura que el termopar está leyendo actualmente en la base de la carcasa del elemento. Al tocar el cuadro de texto en la pantalla, aparecerá un teclado que permitirá al usuario cambiar el valor de consigna.
- Consigna (F): El número mostrado es a qué temperatura se le está indicando al controlador de temperatura que mantenga la temperatura. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar el punto de ajuste.
- Alarma +/- (F): El número mostrado es cuántos grados de variación se permiten antes de que se active la alarma de temperatura alta/baja. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar el punto de ajuste.
- Calefacción apagada: Pulsando el botón de calefacción apagada, el sistema de calefacción se apagará/encenderá. Si el sistema de calefacción está apagado y se pulsa el botón una vez, el sistema de calefacción se encenderá.
- Calefacción apagada: Pulsando el botón de calefacción apagada, el sistema de calefacción se apagará/encenderá. Si el sistema de calefacción está apagado y se pulsa el botón una vez, el sistema de calefacción se encenderá.
- Calor/Manual #1: Presionando el botón llevará al usuario a la Pantalla de Boquilla de Soldadura de Control de Calor.
- Girar hacia dentro: Al pulsar el botón, la tobera del sistema de calefacción oscilará hasta su posición vertical. Al pulsar el botón por segunda vez, la boquilla del sistema de calefacción volverá a su posición inicial. El botón es un botón de conmutación y con una pulsación del botón el sistema de oscilación oscilará dentro/fuera.
- Subir: Para que el botón Swing Up se active, el sistema de calefacción debe estar en posición vertical. Si no se encuentra en posición vertical, el botón Swing Up no se activará. Al pulsar el botón, la boquilla del sistema de calefacción se deslizará hacia arriba. Al pulsar el botón por segunda vez, la tobera del sistema de calefacción se deslizará a su posición baja. El botón es un botón basculante y con una pulsación del botón el sistema de oscilación se deslizará hacia arriba/abajo. ADVERTENCIA No deje la tobera en la posición hacia arriba durante más de 3 segundos o se producirán daños en los rodillos de soldadura.
- Jog FWD: Al pulsar el botón, el sistema de accionamiento se desplazará hacia delante a baja velocidad. Esta función sólo sirve para probar el movimiento de los motores y del sistema de accionamiento. No está diseñada para funcionar de forma sincronizada. Jog FWD sólo aparecerá en la condición de pausa.
- Autoajuste Proporcional: El número mostrado es el valor de banda proporcional que el controlador de temperatura está utilizando actualmente para el lazo de control de temperatura.
- Auto Ajuste Integral: El número mostrado es el valor del tiempo Intergral que el controlador de temperatura está utilizando actualmente para el lazo de control de temperatura.
- Autoajuste Derivativo: El número mostrado es el valor del tiempo Derivativo que el controlador de temperatura está utilizando actualmente para el lazo de control de temperatura.
- Sintonización automática: Al pulsar este botón, el control de temperatura pasará a un estado de sintonización automática. ADVERTENCIA Antes de la sintonización automática, ajuste el punto de ajuste de temperatura a 800' F y deje que la temperatura real se acerque al punto de ajuste.De lo contrario, podrían dañarse los elementos u otros componentes del sistema de calefacción. La sintonización automática sólo debe utilizarse cuando la temperatura fluctúa por una razón desconocida. Deben agotarse todos los esfuerzos para identificar un componente defectuoso del sistema de calefacción, la presión del aire, el flujo de aire o cualquier otra razón antes de realizar la Sintonización automática.
- Menú: Al pulsar el botón de menú, el usuario accederá a la pantalla del menú principal.
Pantalla de interfaz remota
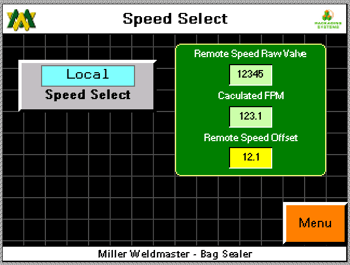
- Control de velocidad "Local": Al pulsar el botón se alternará la referencia de velocidad indicada entre Local y Remoto. Pulse una vez para cambiar a la condición opuesta.
- SP Remoto: El cuadro de texto mostrará a qué pies por minuto se le indica a la máquina que funcione desde la embolsadora. La máquina funcionará a esta velocidad sólo cuando se haya seleccionado la operación de velocidad remota en la pantalla de interfaz remota.
- Offset de velocidad remota (FT/MIN): El número que aparece en el cuadro de texto refleja la velocidad introducida para hacer coincidir la velocidad del transportador inferior con la de la selladora. Al tocar el cuadro de texto en la pantalla, aparecerá un teclado que permitirá al usuario cambiar el valor de consigna. El punto de consigna puede ajustarse a un número positivo o negativo. Por ejemplo, si la bolsa entra en la selladora y la bolsa está en posición vertical, a medida que las bolsas se desplazan por la línea y si la bolsa empieza a inclinarse hacia delante; entonces el desplazamiento es demasiado rápido, lo que está indicando a la selladora que funcione más rápido que el transportador inferior. Ajuste el punto de ajuste más bajo y observe la siguiente bolsa.
- Anterior: Al pulsar el botón anterior aparecerá la pantalla anterior.
NOTA: Es muy importante saber que la inclinación de la bolsa hacia delante o hacia atrás afectará a la rectitud del sellado. Suponiendo que la bolsa esté recta al entrar en la selladora, si se inclina hacia delante a medida que pasa por la selladora, el tamaño del pliegue puede aumentar desde el borde de entrada hasta el borde de salida. Si la bolsa se inclina hacia atrás a medida que pasa por la selladora, el pliegue puede reducirse desde el borde anterior hasta el borde posterior.
Pantalla de alarma activa
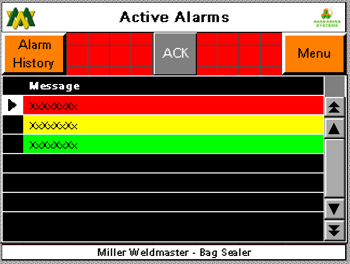
El cuadro de texto negro mostrará una alarma activa. Estas alarmas permanecerán en pantalla hasta que se hayan resuelto y se haya pulsado el botón ACK.
- Historial: Al pulsar el botón Historial aparecerá la pantalla Historial de alarmas.
- ACK: Reconocimiento de alarma, pulsando el botón ACK reconocerá la alarma y descansará. Si la condición de alarma no se ha resuelto la alarma volverá a aparecer.
- Anterior: Al pulsar el botón anterior aparecerá la pantalla anterior.
Pantalla de historial de alarmas
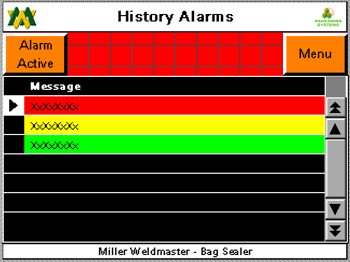
El cuadro de texto negro mostrará todos los eventos de alarma que se han producido en el pasado junto con una marca de fecha y hora.
- Botones de flecha arriba/abajo: Permiten al usuario desplazarse arriba/abajo por la página de alarmas.
- Borrar historial: Al pulsar el botón Borrar historial se borrará el historial que se haya guardado en la memoria. El botón Borrar historial sólo aparece cuando se ha iniciado sesión como usuario SU.
- Anterior: Al pulsar el botón anterior aparecerá la pantalla anterior.
Pantalla de información

Esta pantalla es simplemente para mostrar la información de contacto de Miller Weldmastery para proporcionar el tipo específico de máquina, el número de serie y la versión de software. Cuando llame a Miller Weldmaster para cualquier tipo de consulta, tenga a mano el tipo de máquina, el número de serie y la versión de software para facilitárselos al representante de Miller Weldmaster .
- Anterior: Al pulsar el botón anterior aparecerá la pantalla anterior.
Pantalla de inicio de sesión
Para acceder a las pantallas bloqueadas o de acceso nivelado es necesario introducir el ID de usuario y la contraseña correspondientes. Si tiene alguna duda, póngase en contacto con su supervisor.
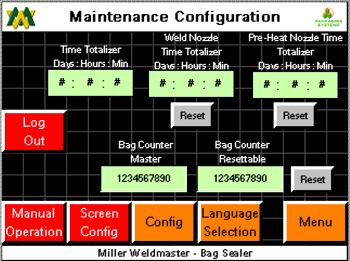
Pantalla de configuración de la máquina
- Velocidad de desplazamiento (FT/MIN): El número mostrado refleja cuántos pies por minuto funcionará el sistema de accionamiento cuando se pulse el botón de desplazamiento. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar la velocidad de desplazamiento.
- Tiempo de Retardo de Pausa (SEC): El número mostrado es el tiempo que pasará después de que se haya dado una señal de pausa o se haya pulsado un botón de pausa. Esta función permite vaciar de bolsas el sistema PS400 . Al tocar el cuadro de texto de la pantalla aparecerá un teclado que permitirá al usuario cambiar el Tiempo de Retardo de la Pausa.
- Tiempo de atasco de bolsas (SEC): El número que se muestra es de cuántos segundos pasarán una vez que una bolsa sea vista por el sensor de bolsa de entrada y cuándo se activará la alarma de atasco de bolsa si una bolsa no es vista por el sensor de bolsa de salida. Por ejemplo, cuando una bolsa entra en la máquina, asumiendo una presentación correcta, el sensor de entrada de bolsas verá la bolsa y de la misma manera cuando la bolsa salga de la máquina el sensor de salida de bolsas verá la bolsa. Al tocar el cuadro de texto de la pantalla aparecerá un teclado que permitirá al usuario cambiar el Tiempo de atasco de la bolsa.
- Tiempo de entrada y tiempo de salida (SEC): El sistema de oscilación de la boquilla está diseñado con dos movimientos y dos cilindros de aire que realizan los movimientos. Desde la posición inicial, la boquilla pivota hacia los rodillos de soldadura y luego se desliza hacia arriba; y desde la posición de soldadura, la boquilla se desliza hacia abajo y luego pivota hacia fuera. Este diseño se ha creado para permitir que la posición de la boquilla esté muy cerca del sistema de guía, del rodillo de soldadura y de la propia bolsa.
- Tiempo de oscilación (seg): El número mostrado es la cantidad de tiempo que tarda la segunda acción del sistema de giro de la tobera. Por ejemplo, cuando se indica que se active el giro de la tobera, la acción del pivote comienza inmediatamente, pero la segunda acción, el deslizamiento hacia arriba, no comienza hasta que el tiempo ha alcanzado el punto establecido. Esta cantidad de tiempo es para permitir que el pivote de la boquilla esté en su lugar directamente debajo de los rodillos de soldadura y la guía antes de comenzar a deslizarse hacia arriba. Al tocar el cuadro de texto en la pantalla, aparecerá un teclado que permite al usuario cambiar el tiempo de oscilación.
- Tiempo de oscilación (SEC): El número mostrado es la cantidad de tiempo que dura la segunda acción del sistema de oscilación de la boquilla. La acción y secuencia de eventos es exactamente la inversa del tiempo de oscilación de entrada. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar el tiempo de oscilación.
- Aviso de fin de vida (HRS): Cuando se activa un aviso de fin de vida útil y se pulsa el botón ACK, el aviso de fin de vida útil entra en modo de repetición. El número mostrado indica el número de horas de repetición. La cantidad de horas es ajustable entre 0 y 99 horas. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar el número de horas.
- Máquina: Tiempo total que la máquina está encendida. El tiempo se muestra en horas.
- Boquilla de Soldadura: Cantidad total de tiempo que el sistema de Calor de Soldadura está encendido. El tiempo se muestra en horas.
- Boquilla de Precalentamiento: Cantidad total de tiempo que el sistema de Precalentamiento está encendido. El tiempo se muestra en horas.
- Contador de bolsas: Número total de bolsas que han pasado por los sensores de bolsas de entrada y salida.
- Elemento activo de la boquilla de soldadura (HRS): Cantidad total de tiempo que la boquilla de soldadura está encendida desde el último reinicio.
- Aviso de fin de vida útil: El número que se muestra indica el número de horas que el sistema de calefacción permanece encendido hasta que se muestra el aviso de FIN DE VIDA ÚTIL. El aviso puede confirmarse pulsando el botón Atrás, lo que restablecerá el aviso durante 24 horas. El mensaje de fin de vida útil continuará hasta que una persona autorizada inicie sesión en el usuario SU y reinicie tanto el contador de horas de la boquilla de soldadura como el de la boquilla de precalentamiento. La cantidad de horas es ajustable entre 0 y 99 horas. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permitirá al usuario cambiar el número de horas.
- Elemento Activo de la Boquilla de Precalentamiento: Cantidad total de tiempo que la boquilla de soldadura está encendida desde el último reinicio.
- Contador de bolsas reajustable: Número total de bolsas que han pasado por los sensores de bolsas de entrada y salida. Al pulsar el botón de reinicio, el valor del totalizador se pondrá a cero.
- Anterior: Al pulsar el botón anterior aparecerá la pantalla anterior.
Ajuste de las velocidades
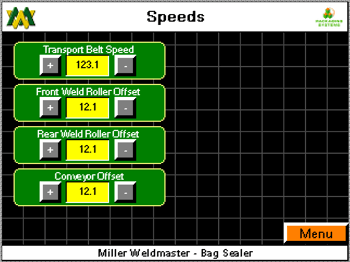
- Cinta de transporte (FT/MIN): El número que aparece en el cuadro de texto es la velocidad a la que está ajustada la cinta de transporte. La velocidad de transporte es la velocidad principal de la máquina. El número está en pies por minuto. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar la velocidad de la cinta de transporte. La flecha arriba/abajo situada a la derecha/izquierda del cuadro de texto también ajustará la velocidad de la cinta de transporte. Al tocar la flecha una vez, la velocidad aumentará/disminuirá en 0,01 pies/min. Una vez introducido el valor de consigna deseado en el cuadro de texto, el usuario debe pulsar el botón de activación para enviar el cambio a ese valor de consigna concreto.
- Rodillo de Soldadura Frontal (FT/MIN): El número mostrado en la caja de texto es a qué velocidad está ajustado el Rodillo de Soldadura Frontal. La velocidad del Rodillo de Soldadura Frontal es esclava de la Velocidad de Transporte, pero puede ser compensada. El número está en pies por minuto. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar la Velocidad del Rodillo de Soldadura Frontal. La flecha arriba/abajo localizada a la derecha/izquierda de la caja de texto también ajustará la velocidad del Rodillo de Soldadura Trasero. Al tocar la flecha una vez, la velocidad se incrementará/disminuirá en 0.01 ft/min. Una vez que el punto de ajuste deseado ha sido ingresado en la caja de texto, el usuario debe presionar el botón activar para enviar el cambio a ese punto de ajuste en particular.
- Rodillo de Soldadura Trasero (FT/MIN): El número mostrado en la caja de texto es a qué velocidad está ajustado el Rodillo de Soldadura Trasero. La velocidad del Rodillo de Soldadura Trasero es esclava de la Velocidad de Transporte, pero puede ser compensada. El número está en pies por minuto. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permite al usuario cambiar la Velocidad del Rodillo de Soldadura Trasero. La flecha arriba/abajo localizada a la derecha/izquierda de la caja de texto también ajustará la velocidad del Rodillo de Soldadura Trasero. Al tocar la flecha una vez, la velocidad se incrementará/disminuirá en 0.01 ft/min. Una vez que el punto de ajuste deseado ha sido ingresado en la caja de texto, el usuario debe presionar el botón activar para enviar el cambio a ese punto de ajuste en particular.
- Temp. Boquilla Soldadura (F): El número mostrado es a qué temperatura se le está indicando al controlador de temperatura que mantenga la temperatura. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permitirá al usuario cambiar el Punto de Ajuste. La flecha arriba/abajo situada a la derecha/izquierda del cuadro de texto también ajustará el punto de consigna. Al tocar la flecha una vez, la temperatura aumentará/disminuirá en 1'f. Una vez introducido el valor de consigna deseado en el cuadro de texto, el usuario debe pulsar el botón de activación para enviar el cambio a ese valor de consigna concreto.
- Temp. Precalentamiento (F): El número mostrado es a qué temperatura se le está indicando al controlador de temperatura que mantenga la temperatura. Al tocar el cuadro de texto en la pantalla aparecerá un teclado que permitirá al usuario cambiar el punto de ajuste. La flecha arriba/abajo situada a la derecha/izquierda del cuadro de texto también ajustará el punto de consigna. Al tocar la flecha una vez, la temperatura aumentará/disminuirá en 1'f. Una vez introducido el valor de consigna deseado en el cuadro de texto, el usuario debe pulsar el botón de activación para enviar el cambio a ese valor de consigna concreto.
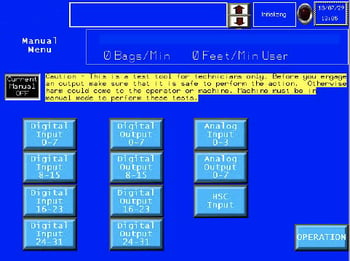
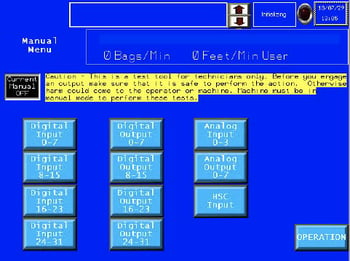
Pantalla del menú manual
![]() Esta es una herramienta de prueba sólo para técnicos. Antes de activar una salida, asegúrese de que es seguro realizar la acción. De lo contrario, el operador o la máquina podrían sufrir daños. La máquina debe estar en modo manual para realizar estas pruebas.
Esta es una herramienta de prueba sólo para técnicos. Antes de activar una salida, asegúrese de que es seguro realizar la acción. De lo contrario, el operador o la máquina podrían sufrir daños. La máquina debe estar en modo manual para realizar estas pruebas.
Corriente Manual Off
Al pulsar este botón, la función de la máquina cambiará de encendido a apagado manual.
Entrada manual Vista 0-7

El recuadro negro junto al texto se iluminará cuando la entrada esté activada. Esta es sólo una pantalla visible. Consulte el esquema eléctrico y el texto escrito en la pantalla para asegurarse de que la entrada deseada se está encendiendo/apagando.
Vista de entrada manual 8-15

El recuadro negro junto al texto se iluminará cuando la entrada esté activada. Esta es sólo una pantalla visible. Consulte el esquema eléctrico y el texto escrito en la pantalla para asegurarse de que la entrada deseada se está encendiendo/apagando.
Vista de entrada manual 13-23

El recuadro negro junto al texto se iluminará cuando la entrada esté activada. Esta es sólo una pantalla visible. Consulte el esquema eléctrico y el texto escrito en la pantalla para asegurarse de que la entrada deseada se está encendiendo/apagando.
Vista de entrada manual 23-31

El recuadro negro junto al texto se iluminará cuando la entrada esté activada. Esta es sólo una pantalla visible. Consulte el esquema eléctrico y el texto escrito en la pantalla para asegurarse de que la entrada deseada se está encendiendo/apagando.
Vista de entrada analógica manual
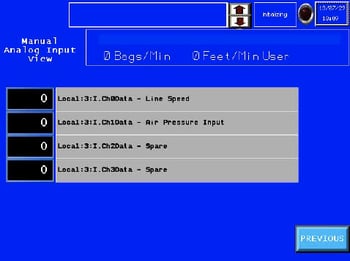
El recuadro negro mostrará los datos de ingeniería que entran en la entrada. Esta es sólo una pantalla visible. Consulte el esquema eléctrico y el texto escrito en la pantalla para asegurarse de que la entrada deseada muestra los datos.
Vista de salida analógica manual

El recuadro negro mostrará los datos de ingeniería que entran en la salida. Se trata únicamente de una pantalla visible. Consulte el esquema eléctrico y el texto escrito en la pantalla para asegurarse de que la salida deseada muestra los datos.
Vista de entrada HSC manual
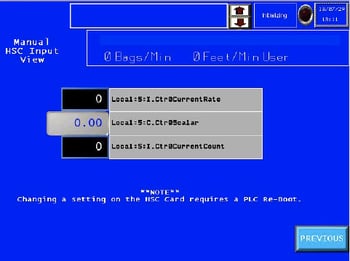
El número visualizado son los recuentos de ingeniería del contador de alta velocidad. Esta es una pantalla visible solamente.
Salida manual 0-7

Al tocar el recuadro negro de la pantalla situado junto a la salida, ésta se encenderá/apagará. Consulte el esquema eléctrico y el texto escrito en la pantalla para asegurarse de que la salida deseada se está encendiendo/apagando.
Salida manual 8-15

Al tocar el recuadro negro de la pantalla situado junto a la salida, ésta se encenderá/apagará. Consulte el esquema eléctrico y el texto escrito en la pantalla para asegurarse de que la salida deseada se está encendiendo/apagando.
Salida manual 16-23

Al tocar el recuadro negro de la pantalla situado junto a la salida, ésta se encenderá/apagará. Consulte el esquema eléctrico y el texto escrito en la pantalla para asegurarse de que la salida deseada se está encendiendo/apagando.
Salida manual 24-31

Al tocar el recuadro negro de la pantalla situado junto a la salida, ésta se encenderá/apagará. Consulte el esquema eléctrico y el texto escrito en la pantalla para asegurarse de que la salida deseada se está encendiendo/apagando.
Características
- Adecuado para bolsas Polywoven de múltiples tamaños con varios estilos de cierre de bolsa.
- La HMI de fácil manejo permite a los operarios ajustar fácilmente la máquina para una amplia variedad de productos.
- El controlador de temperatura Auto-Control permite que el sistema proporcione calor con precisión a los productos que se fabrican.
Especificaciones técnicas
- Amperaje = 30 amperios a 230 voltios / 30 amperios a 480 voltios
- Potencia nominal = 9000 W
- Tensión nominal = 230v CA, 50/60hz o 480v CA, 50/60hz
- Temperatura máxima = 800°C (1472°F)
- Presión general del aire = 6,9 bares (100 psi)
- Velocidad de la máquina = 6 m/min a 45 m/min (20 pies/min a 150 pies/min)
- Dimensiones totales = 116in largo x 54in ancho x 68in alto (2946mm x 1372mm x 1727mm)
- Anchura de la junta = 25 mm a 50 mm (1 pulgada a 2 pulgadas)
- Ruido máximo = 75 dbA
- Número de documentación eléctrica: MWC-0100-1200 (El número de documentación es el número de serie de la máquina. Este número se encuentra en la etiqueta de serie de la máquina).
Especificaciones técnicas
Sección Mecánica
Fuente de calor
- Aire caliente: la carcasa del elemento calefactor contiene el elemento calefactor y el acoplamiento térmico.
Unidad superior/inferior
- Rodillo de soldadura superior, situado hacia la parte delantera de la máquina, se mueve horizontalmente para abrir y cerrar los rodillos de soldadura.
- El rodillo de soldadura inferior, situado hacia la parte trasera de la máquina, está parado.
Conjunto de ajuste del sistema de calefacción

- Permite colocar con precisión la boquilla de aire caliente.
Sistema de guías
- Se utiliza para crear el pliegue del cierre de la bolsa.
Sección de controles del operador
Panel de control (botón de reinicio, botón de pausa, parada de emergencia)

Panel de control: La pantalla táctil digital HMI (Human Machine Interface) permite configurar los controles del sistema.
Botón de reinicio: Al pulsarlose permitirá el funcionamiento en el arranque de la máquina o después de pulsar la parada de emergencia.
Botón de pausa: El botón de pausa, cuando se pulsa, hará que la máquina se detenga de forma controlada.
Parada de emergencia: Al pulsar el botón de parada de emergencia (Estop), la máquina entrará en una situación de parada de emergencia. La calefacción se apagará, los motores se detendrán y la boquilla volverá a la posición inicial. La condición de parada de emergencia debe ser eliminada, la máquina debe ser inspeccionada para ver si está lista para reiniciar, entonces el botón de reinicio puede ser presionado.
Sistema neumático
Filtro de aire de entrada y separador de agua

Filtra el agua y la suciedad del aire.
Manómetro

Se utiliza para visualizar el ajuste de presión. El manómetro del rodillo de soldadura se utiliza, por ejemplo, para visualizar el ajuste de presión del rodillo de soldadura.
Cilindro de aire / Electroválvulas

Cilindro de aire: Los cilindros de aire de la unidad superior/de transporte se utilizan para abrir y cerrar el rodillo de soldadura y la cinta de transporte. El cilindro del sistema de calor controla el giro hacia dentro y hacia fuera del sistema de calor.
Electroválvulas: se utilizan varias electroválvulas para el funcionamiento de cilindros de aire, aire de soldadura y enfriadores.
![]() Atención El operador debe desconectar la corriente de la máquina antes de proceder.
Atención El operador debe desconectar la corriente de la máquina antes de proceder.
- Afloje y retire la cubierta protectora de la carcasa del elemento.
- Desembale el aislamiento de fibra de vidrio alrededor de la parte delantera de la carcasa del elemento. Tenga cuidado para evitar el contacto con los ojos al manipular el aislamiento.
- Afloje y retire los dos pernos del soporte que sujetan la carcasa del elemento en su lugar.
- Retire el perno que sujeta el elemento en la carcasa.
- Afloje los 2 tornillos prisioneros superiores (1 a cada lado) del elemento que sujetan los cables eléctricos y retire los cables.
- Extraiga el elemento verticalmente
- Sustituya el elemento antiguo por uno nuevo siguiendo el procedimiento a la inversa. Al reinstalar el elemento, asegúrese de alinear la llave a la ranura de la carcasa del elemento al elemento
NOTA: El tubo de Cuarzo se rompe fácilmente y ya se puede romper, tenga mucho cuidado.
Mantenimiento
Circuitos eléctricos

- Cuando sustituya piezas y componentes, debe utilizar piezas o componentes del mismo tipo que los originales. Las piezas de repuesto originales deben adquirirse a través de Miller Weldmaster o de un distribuidor autorizado de Miller Weldmaster .
- El armario eléctrico debe limpiarse cada tres meses. Para limpiar correctamente el armario eléctrico: desconecte la fuente de alimentación, utilizando aire comprimido y una pistola de soplado, sople suavemente aire a través del componente eléctrico y el armario de control limpiando el polvo y residuos de la zona.
- Para evitar dañar el PLC, la pantalla y el panel de control, no enchufe ni desenchufe nunca los cables que conectan el PLC, la pantalla y el panel de control mientras la alimentación esté conectada.
- Si se produce alguna avería que no se pueda subsanar, póngase en contacto inmediatamente con el servicio técnico en Miller Weldmaster.
Accionamiento directo
- Compruebe si las ruedas dentadas motrices y las correas están bien alineadas, desgastadas y sujetas al eje.
- Compruebe si las correas están demasiado flojas. Apriételas si es necesario.
- Comprobar si la boquilla está paralela y en el centro del rodillo de soldadura. Si no es así, se ajustará según el apartado 3.3.1.
- Compruebe si el movimiento de apertura/cierre de la unidad de rodillo de soldadura y transporte es suave.
AVISO: Un mantenimiento inadecuado de la máquina puede afectar a su rendimiento. rendimiento. Si tiene alguna duda, póngase en contacto con Miller Weldmaster .
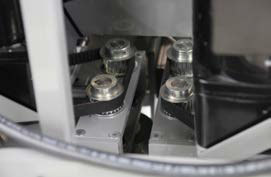
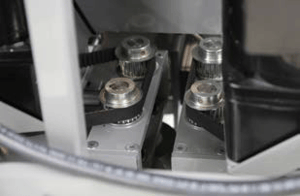
Mantenimiento de correas y poleas

- La Miller Weldmaster PS150 tiene varias correas y poleas que se utilizan para accionar los rodillos de soldadura, la hendidora, la recortadora y el sistema de transporte. Aunque no es un elemento de alto mantenimiento, las correas y poleas deben inspeccionarse una vez al mes para asegurarse de que no haya excesivo polvo o suciedad. Inspeccione también si están flojas o sueltas. En las máquinas recién instaladas, las correas y poleas deben inspeccionarse una vez por semana durante las dos primeras semanas de funcionamiento.
- Coloque el disyuntor en la posición de apagado.
- Desconecte el cable de alimentación de la fuente de alimentación. Si el cable de alimentación está cableado, desconecte la fuente de alimentación en la caja de conexiones.
- Abra ambas puertas del armario e inspeccione las correas y poleas. Realice el mantenimiento necesario en las correas y poleas.
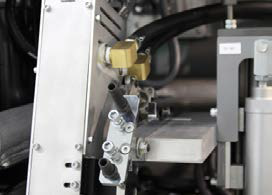
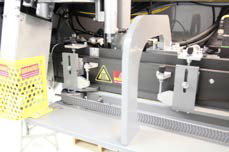
Ajustes de la máquina
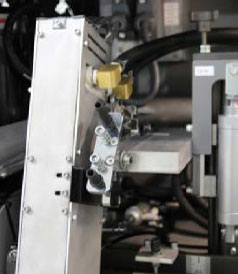




(Fig. 55) (Fig. 56) (Fig. 57) (Fig. 58) (Fig. 59)
Comience encendiendo el aire caliente y ajustándolo a la temperatura deseada. Coloque los rodillos de soldadura en la posición cerrada accionando el botón de rodillo de soldadura en la HMI.
NOTA: Los botones de giro manual se encuentran en la pantalla de la HMI "Heat Control Weld Nozzle" o "Heat Control Pre Heat Nozzle".
- Compruebe la posición izquierda/derecha de la boquilla pulsando el botón "Swing In" en la HMI. La boquilla debe estar centrada en las piezas de la nariz de la guía (ver fig. 57), si es así, continúe con el siguiente paso de alineación. Si no es así, localice la contratuerca del perno de ajuste de izquierda a derecha y aflójela (ver fig 55). Esto permitirá ajustar la posición de la boquilla de izquierda a derecha. Girando el perno de ajuste de izquierda a derecha (ver fig. 55) en sentido horario/antihorario la posición de la boquilla moverá la punta de la boquilla hacia la izquierda o hacia la derecha. Una vez que la boquilla esté centrada en las boquillas guía, apriete la contratuerca.
- Posición de la boquilla hacia arriba y hacia abajo, compruebe esto accionando el botón "Swing Up" en la HMI. La punta de la boquilla debe estar posicionada de 1/16" a 1/8" por debajo de la parte superior de las piezas de la nariz de la guía (ver fig 58), si es así pase al siguiente paso de alineación. Si no es así, localice la perilla de ajuste de altura y afloje la contratuerca (ver fig 56). Esto nos permitirá ajustar la altura de la posición de la boquilla moverá la punta de la boquilla hacia arriba o hacia abajo. Una vez que la boquilla esté de 1/16" a 1/8" por debajo de la parte superior de las piezas de la nariz de la guía, apriete la contratuerca.
- La profundidad de su boquilla debe estar aproximadamente a 1/16 - 1/8 de pulgada del punto de pinzamiento de sus rodillos de soldadura y con un espacio mínimo entre la boquilla de Precalentamiento y las piezas de la nariz (ver fig 58). Compruebe la posición de la boquilla de profundidad accionando los botones "Swing In" y "Swing Up" de la HMI. Si la boquilla está alineada, realice una soldadura de prueba. Si la profundidad de la boquilla no está alineada localice las ranuras de ajuste de profundidad y afloje los pernos (ver fig 59). Una vez aflojados los pernos, todo el sistema de calor puede moverse hacia delante o hacia atrás para alinear correctamente la boquilla. Cuando la boquilla esté alineada, realice una soldadura de prueba.
NOTA: La punta de la boquilla se moverá arriba/abajo o derecha/izquierda cuando se cambie de calor. Después de un cambio de calor de más de 200 grados, asegúrese de comprobar la posición de la punta de la boquilla.
ADVERTENCIA Cuando las boquillas estén a la temperatura deseada y se coloquen manualmente en la posición de soldadura, ¡se producirán daños en los rodillos de soldadura!
Ajuste de la altura de la máquina


(Fig. 60) (Fig. 61)
- La altura de la máquina se ajusta mediante la manivela
- Accionando el selector de trinquete, el usuario puede ajustar la altura hacia arriba/hacia abajo. (véase fig. 60)
ATENCIÓN No intente ajustar la altura de la máquina por encima del límite máximo. Junto a la manivela de ajuste de altura hay una escala de altura. En la parte superior de la escala, el usuario encontrará una zona roja. No ajuste la altura de la máquina dentro de la zona roja. Si la máquina se ajusta por encima de su límite máximo, pueden producirse daños en la máquina o lesiones en el usuario. - Una vez ajustada la máquina a la altura de funcionamiento deseada, deben ajustarse los dos collarines de sujeción de límite inferior para limitar la carrera descendente del sistema de elevación. (fig. 61)
- El usuario encontrará una etiqueta recordatoria roja cerca de los collares de sujeción utilizados para limitar la carrera descendente del sistema de elevación. (fig. 61)
Transporte y almacenamiento
ADVERTENCIA Se recomienda utilizar una carretilla elevadora al mover o retirar una máquina embalada de un palé. Se recomienda utilizar una carretilla elevadora para desplazar la máquina por la planta. Es muy importante que el ajuste de altura de la máquina se lleve a su punto más bajo antes de mover la máquina.
NOTA: El fabricante no se hace responsable de los daños o lesiones que se produzcan por un uso inadecuado de esta máquina.
Requisitos técnicos
- La presión total del aire debe ser de 6,9 bar (100 psi) como mínimo y de 10,3 bar (150 psi).
- La presión de los rodillos de soldadura debe estar entre 2,8 bar y 3,4 bar (40 psi y 50 psi).
- La apertura y el cierre de los rodillos de soldadura y las cintas transportadoras deben ser suaves y libres, sin vibraciones evidentes.
- Cuando los rodillos de soldadura superior/inferior están alineados correctamente, los bordes de los dos rodillos deben estar paralelos y alineados.
- Oscilación del sistema de calefacción: La entrada y salida del sistema de calefacción debe ser suave y natural a velocidad moderada.
- Las líneas de aire y los accesorios de aire deben estar libres de fugas.
- Todos los rodamientos utilizables y el bloque de rodamientos deben inspeccionarse una vez al mes y engrasarse según sea necesario. Durante el funcionamiento de 24 horas 5 a 7 días por semana una pequeña cantidad de grasa puede ser necesaria una vez al mes.
- La posición de las boquillas debe comprobarse al principio de cada turno y después de cualquier atasco de bolsas cerca de las boquillas.
AVISO
Los cambios en factores como el grosor de los materiales, la cualificación de los operarios y las diferentes condiciones ambientales y meteorológicas pueden afectar directamente al producto. El operario debe ser capaz de comprender en particular los siguientes factores ajustables:
- Temperatura de calentamiento
- Presión atmosférica
- La presión del rodillo de soldadura superior
- Volumen de aire
- Colocación del sistema de calefacción
14.0 Documentos adicionales de la máquina